

流量计涡轮叶片精加工刀路方案研究
本文通过对涡轮流量计叶轮叶片几何要素进行分析,给出手工编程和CAM软件编程两种不同的叶片曲面的精加工方案。并通过实际的上机验证,对两种方案进行对比、分析。选择手工编制的程序作为量产程序,提高了叶片的表面质量。
涡轮叶片是流量计的关键零件,叶片曲面是螺旋曲面,加工比较困难,加工精度要求高。螺旋曲面是工程应用中***广泛的曲面之一,很多机械零件均以螺旋曲面作为工作机理的基础。本文以实际生产中的涡轮流量计中的叶片为例,用手工编程和CAM软件编程两种方法进行叶片曲面精加工刀路的设计,给出了具体的方法和程序,并通过实际上机测验,
圆柱螺旋线是一个动点沿圆柱体表面作等速旋转,同时又沿圆柱体母线方向作等速运动所形成,圆柱体每转一圈,动点沿其母线轴向移动的距离称为螺旋线的导程。圆柱螺旋线的方程为如下。


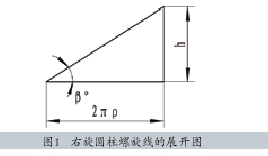
图1 右旋圆柱螺旋线的展开图
过螺旋线(2)上的一点做一条垂直于圆柱中心轴线的直线L,直线L沿着移动螺旋线(2)移动,形成叶片的中间曲面,分别向两侧偏移0.35便得到叶片的两个曲面。
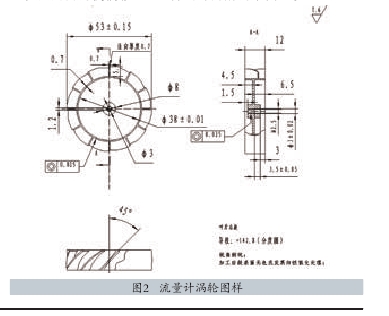
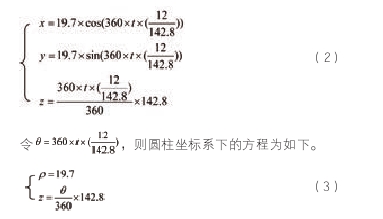
图2 流量计涡轮图样
三、叶片曲面精加工方案一:
选用直径D为5的立铣刀,大连机床厂的VDF-850 4轴立式加工中心。把立铣刀刀具侧刃看做是叶片曲面的母线,沿着相应的螺旋线运动,即可以包络出叶片的曲面。如图3所示,刀具刀尖曲线应当为螺旋线(2)旋转8.23°,半径为19.9的右旋圆柱螺旋线。在圆柱坐标系下,其方程为如下。

由方程(4)可知,在4轴机床上,X轴移动一定距离的同时,A轴旋转一个角度,就可以加工出螺旋曲面。如图4所示为刀具轨迹展开图,为了使刀具轨迹在曲面延长的方向能让出一定的安全距离,做一条距离叶轮端面距离为5的辅助线。如图4所示,通过作图的方法求出,叶片长度延长到辅助线时,刀具的起始位置的坐标。
图3 刀具包络叶片曲面在叶片法向上的图解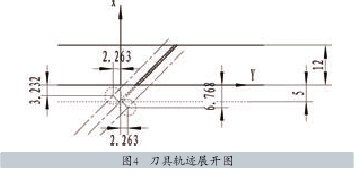
图4 刀具轨迹展开图
设定毛坯及工件坐标系如图5所示,编制NC程序。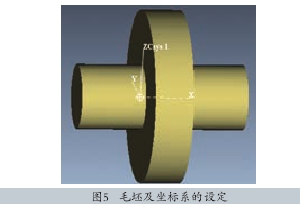
图5 毛坯及坐标系的设定
数控程序如下。%0001G17 G40 G49 G80 G98M6 T2G00 G90 G54 G43 H2 Z30 M3 S5500G90 G01 X-6.768 Y-2.263 G90 G01 A0G01 Z19.9 F2000 M8M98 P0005 L12M00
G90 G01 A0G90 G01 X-3.232 Y2.263G01 Z19.9 F2000 M8M98 P0006 L12M00G0 Z30G0 X-28 A0M30
%0005G90 G01 Z19.9G91 G1 X22 A55.462 F1000G91 G0 Z20G91 G0 X-22G91 G0 A-25.462M99
%0006G90 G01 Z19.9G91 G1 X22 A55.462 F1000G91 G0 Z20G91 G0 X-22 G91 G0 A-25.462M99
四、叶片曲面精加工方案二:
使用CAM软件NX对叶片曲面进行精加工刀路的设计。“顺序铣”是NX中的一个功能强大的多轴铣削命令,可以连续加工一系列边缘相连的曲面。因此,选用“顺序铣”命令对叶片曲面进行精加工刀路设计,整个加工过程由进刀、连续加工运动1、连续加工运动2、连续加工运动3和退刀组成。各个运动控制刀具运动的3个控制表面的设定如表所示。生成的叶片精加工刀路、铣削方向和刀轴变化如图6所示。NX精加工刀路仿真效果如图7所示。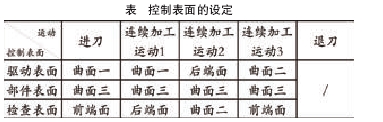
表 控制表面的设定
通过后处理,得到一个循环刀路的NC代码如下。
%0010G64G90 G40 G49 G55 G80M06 T02G00 A358.435X-2.5 Y-2.143G43 Z19.7 H02G01 F250. S0 M03X-.963 Y-2.148 A2.294X.549 Y-2.147 A6.108X2.037 Y-2.145 A9.866X3.51 Y-2.143 A13.584X4.973 Y-2.141 A17.275X6.429 Y-2.14 A20.95X7.882 Y-2.139 A24.614X9.333 A28.272X10.784 Y-2.14 A31.926X14.5 Y-2.158 A41.264Y-2.5 A45.054Y-2.485 Z19.701 A48.573X13.767 Y2.131 Z19.7 A59.932X13.035 Y2.162 A58.177X12.076 A55.757X10.979 Y2.161 A52.991X9.786 Y2.16 A49.981X8.526 Y2.158 A46.8X7.219 Y2.156 A43.501X5.879 Y2.154 A40.117X4.515 Y2.153 A36.672X3.133 Y2.151 A33.184X1.738 Y2.149 A29.663X.333 Y2.148 A26.116X-1.083 Y2.151 A22.549X-2.5 Y2.153 A18.975M09M05M30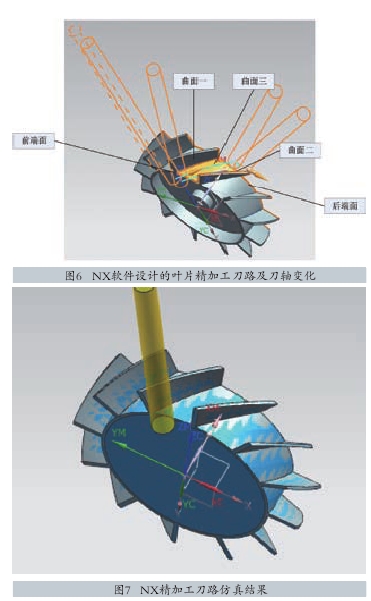

图8 方案一精加工刀路加工出来的叶轮
五、结论:
