

速度式流量计螺旋叶轮的设计和制造
摘 要: 介绍了涡轮流量计叶轮的设计理论 ,针对高精度涡轮流量计关键件的设计理论与加工工艺不足 ,对叶轮参数的确定作了详细论述 ,提出了合理实用的制造工艺。
1、问题提出:
速度式流量计是以直接测量封闭管道中介质流动速度来得到流量的一类流量测量仪表。 叶轮式速度流量计就是其中一种 ,也称为涡轮流量计。其测量原理是: 置于流体中的叶轮的旋转角速度与流体流速成正比 ,通过一定装置测得叶轮的旋转角速度可得到流体的流速 ,从而得到流体的流量值。由于这种仪表是利用置于流体中的叶轮 ,感受流体平均速度来测量流体的流量。
所以在叶轮式速度流量计中 ,带有螺旋形叶片的叶轮就是一个很重要的部件 ,如图1(零件图 )所示。螺旋叶轮的结构参数、线形的设计、材料及制造工艺手段 ,决定了叶轮式速度流量计的流量测量范围、测量精度、测量的灵敏度及流体的种类。要生产高精度的涡轮流量计 ,首先就要设计出结构参数合理、先进的叶轮 ,并能通过现有生产加工手段生产制造。目前国内生产涡轮流量计的厂家较少 ,而涉足高精度涡轮流量计生产的更少。 主要是关键件的设计理论与加工经验不足。 本文对涡轮流量计叶轮的设计及加工予以探讨。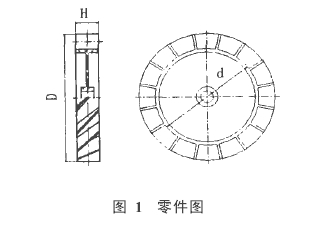

图 1 零件图
2、螺旋叶轮的设计:
2. 1、螺旋叶轮的设计思想:
涡轮流量计是基于动量矩原理的速度式仪表 ,其运动微分方程:
J dw /dt = M – ∑nI= 1Mi ( 1)式中 J 为叶轮的转动惯量 , dw /dt 为叶轮旋转角加速度 , M为叶轮的转动力矩 , ∑nI= 1Mi 为作用在叶轮上的阻力矩之和。
流体流经管路产生推动叶轮旋转的力 ,只有在叶轮圆周方向的力 ,才能产生转矩。作用在叶轮圆周方向的力 ,等于进入叶轮的流体在圆周方向上的动量变化 ,该推动力为:F = d Q( V1 cos T1 – V2 cos T2 )式中 F 为作用在叶轮上的圆周力 , V1叶轮进口处的速度 ,V 2叶轮出口处的速度 ,T1,T2 分别为 V1 ,V2 与圆周运动方向的夹角 ,d流体密度 , Q流体流量。
设叶轮叶片与轴线的夹角为 θ,叶轮旋转的角速度为 k,r 为叶轮叶片的平均半径 ,可认为推力 F及速度都作用产生在此平均半径处。 S 为叶轮进口处的流通截面积。根据叶轮进出口的速度三角形 ,做向量运算 ,叶轮进出口处的圆周运动速度相同 ,则圆周运动速度 V0= rk.根据不可压缩流体的连续性原理 ,叶轮出口处的速度 V2的轴向分量等于叶轮进口处的速度 V1 ,则叶轮在圆周方向的速度变化为:V1 cos T1 = V1 cos 90 = 0V2 cos T2 = V0 – V1 cos ( 90 – θ) /cosθ= V0 – V1 tgθ 代入公式 ( 2) ,则推力 F 可表示为F = d Q( V 1 tgθ- rk)
作用在叶轮上的转动力矩为:= F r = rd Q( V 1 tgθ- rk) = rd Q( Q /S tgθ- rk)
在正常工作情况下 ,可认为管道内流体的流量不随时间变化 ,即叶轮以稳定的角速度旋转。此时叶轮旋转角加速度: dw /dt= 0.即在稳定状况下 ,转动力矩与阻力矩之和相平衡: M – ∑nI= 1Mi = 0.则涡轮流量计数学模型为:rd Q( Q /St gθ- rk) – ∑nI= 1Mi = 0
叶轮受到的阻力矩包括: 机械部件之间摩擦产生的机械摩擦阻力矩 M1;流体对叶轮产生的粘性摩擦阻力矩 M2;电磁转换器对叶轮产生的电磁阻力矩M3 ;当采用机械式脉冲信号采集方式时 M3= 0.公式 ( 4)可写为: rd Q(Q /S tgθ- rk)= M1+ M2则:k/Q = tgθ/rs – ( M1 + M2 ) /Pr2Q2
将角速度 k变换为叶轮转速 n,被测流体流量与叶轮转速的关系式为:
n = Q tgθ/ 2πr s – ( M1 + M2 ) / 2πr2Qd ( 6) 设计选择叶轮结构参数 ,应使叶轮转动满足此数学模型。 而定量的确定阻力矩 M1、 M2 又很困难 ,当涡轮流量计进入测量范围 ,在它的测量精度内时 ,转数 n与流量 Q成线性关系 ,可忽略阻力矩对叶轮的影响 ,公式 ( 6)可简化为n = Q tgθ/2πrs
由于螺旋叶轮的结构参数是与多种因素纵横相关的 ,测量管道中流体的流动状态又极其复杂 ,要纯粹从理论计算上找出***佳参数值 ,那是非常困难。本文采用在理想状态下推导出的理论数学模型式 ( 7) ,估算出螺旋叶轮相关的结构参数 ,再与测量实验相结合 ,用实验得出的数据修正由阻力矩因素引起的误差 ,***后得到符合仪表测量精度的结构参数。
2. 2、主要参数的确定:
( 1)叶片的螺旋角 T: 同一口径的涡轮流量计 ,改变叶片的螺旋角 T,可改变流量计流量测量范围 ,如: 100 mm口径的涡轮流量计 ,当 T= 46°时 ,其量程为: 20 m3/h~ 40 0 m3/h ,当 T= 50°时其量程为: 32m3/h~ 6 50 m3/h. 螺旋角 T选择合适 ,可使其受阻力矩影响小 ,使用寿命长 ,并适合加工工艺要求。 对测量气体的涡轮流量计 ,小口径、小流量时 ,T可选为 45°左右 (中径处 )。 大口径、大流量时 ,T可选择55°左右 (中径处 )。
( 2)叶轮叶片顶径 D 及根径 d 的确定: 叶轮参数 D、 d ,基本上决定了涡轮流量计的流通面积 ,是影响流量计***大压损的重要因素。 对于测量气体的涡轮流量计 ,一般***大压损不超过 2 K Pa.通过测试实验 ,一般我们取 D /d= 1. 3左右。D由流量计的口径决定 ,为使流体充分推动叶片 ,在结构上 D 大于流通口径 1~ 2 mm.
( 3 )叶轮叶片重叠度的确定: 在轴线长度上 ,两相邻叶片相互重叠的程度 ,即为叶片的重叠度。叶片相互重叠的程度小 ,流体能量的利用率低。叶片重叠程度较大时 ,相应叶轮表面积增大 ,粘性摩擦阻力矩影响增大。 所以叶片的重叠程度选择应适中。 选择重叠度就是将螺旋角、叶片轴向长度及叶片数等因素综合考虑 ,即考虑各因素单独特性 ,又使他们达到***佳配合。 一般选择为 1~ 1. 2.
( 4 )叶轮叶片数的确定: 确定原则是在保证叶片重叠度 1~ 1. 2及额定流量前提下 ,叶轮质量尽可能小 ,使叶轮对流速有很好的影响 ,即流量计有较高的灵敏度。对于不同口径气体涡轮流量计 ,叶片数一般取为 8~ 24片。
( 5)叶轮的总体设计形式: 要易于作动平衡测试。一般叶轮的转速较高 ,在转动过程中若不能保证动态平衡 ,将产生离心力引起的振动。加速度仪表的损坏 ,破坏仪表的测量精度。结构设计上要考虑能够作动平衡测试。
( 6)叶轮几何参数的校核: 当叶轮的主要参数选择确定后 ,即叶轮的 θ、 r及 s值确定。选择不同的 Q值 ,由公式 ( 7)计算出相应的叶轮转速 n ,与仪表标定装置对仪表标定得到的测量值 n比较。 如果误差值较大 ,可修改叶轮的参数 ,如果误差微小 ,可用仪表的误差修正装置调整解决。
3、螺旋叶轮的制造:
3. 1、螺旋叶轮采用塑料材质:
可使用模具注塑成型加工 ,其加工模具如图 2(模具装配图 )所示。因叶轮带有螺旋形叶片 ,沿轴线方向退出模芯 3时 ,工件 4将产生旋转 ,所以将推料套 2设计成可绕定位轴 1随叶轮转动。 避免了叶轮的损伤。 该工装很好的解决了叶轮出模问题。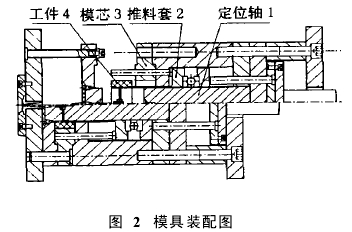
图 2 模具装配图
3. 2、螺旋叶轮模具型腔的加工:
由于该型腔是一宽度较窄的螺旋状型腔 ,无法采用纯切销机床加工 ,我们采用电光花加工 ,其工装如图 3(电极工装图 )所示。 当电极 1沿轴线进给运动时 ,因电极柄 3上带有与螺旋叶片相同螺距的螺旋导槽 ,使电极绕轴线转动 ,产生螺旋进给运动轨迹 ,完成工件 4的型腔加工。 该方法简单易行 ,很好的解决了螺旋状型腔的加工成形问题。
3. 3、螺旋叶轮叶片拔模斜度的加工:
为使叶轮在注塑成型时 ,能够很好的出模。叶片宽度方向带有一定的拔模斜度 ,既叶轮叶片迎风端面与背风端面厚度上有一差值。 为加工出叶片的拔摸斜度 ,我们采用叶片迎风面螺旋面螺距 t1 与背风面螺旋面螺距 t2 不相等的两条螺旋线轨迹 ,既螺距t1 与 t 2 有一差值 ,此差值可由叶片厚度差值推算出。根据 t1、 t2 选择相应不同的挂轮比 ,铣削出两条不同螺距的螺旋面 ,即可在叶片上形成拔摸斜度。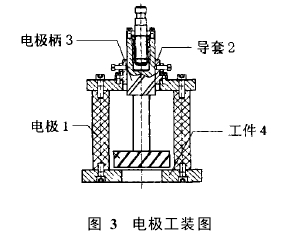
图 3 电极工装图
4、结束语:
本文阐述的螺旋叶轮的设计思想 ,就是设计制造的螺旋叶轮要***大限度的保证叶轮的旋转角速度与被测流体流速呈线性关系 ,从而使涡轮流量计能够在较宽的量程范围内 ,得到较高的测量精度。介绍了通过生产实践检验的一些叶轮参数设计的理论数据。 解决了采用注塑成型加工叶轮工艺难点。 其工艺方法简单易行 ,常规设备既能解决。我们采用此法研制出测量精度较高的涡轮流量计。
