

圆齿轮流量计壳体机械制造工艺
摘要:椭圆齿轮流量计是石油、化工产品计量精密仪表, 本文主要针对椭圆齿轮流量计壳体零件在加工中心 (CNC机床) 加工过程中存在的问题作出分析并提出解决方案。
椭圆齿轮流量计指示器指针和车轮计数器归零装置、流量计广泛应用于多种不同工业领域, 控制液体流量, 例如汽油、柴油、石油等领域, 范围广, 测量精度高, 使用维护方便等, 可以使用不同的材料, 满足石油生产, 化学工业、化学纤维、交通、食品、药品、医疗、卫生、科学研究和军事工业等。在仪表盘上安装的仪器对使用仪器具有重要意义。
椭圆齿轮流量计也称为固定排量流量计, 称为PD流量计。流速的测量与流体的流动状态无关。这是因为椭圆齿轮流量计依赖于被测介质的压头来推动椭圆齿轮旋转和测量。这适用于在高粘性环境中使用的测量, 但不适用于固体颗粒的液体。如果液体与气体混合, 将导致测量误差。通常, 椭圆齿轮流量计的精度可以达到0.5级, 这是一种相对的流量计量仪表。但是, 如果在使用电介质的过程中使用的过程太小, 那么泄漏的后果将是明显的, 而且无法提供准确的测量精度。结构主要有计量壳体、计数器、椭圆齿轮双转子、顶盖板等组成。通常情况下, 它有复杂的形状与内部结构, 在安全级别上的结构和大小, 薄的壁, 不均匀的壁, 很容易变形。
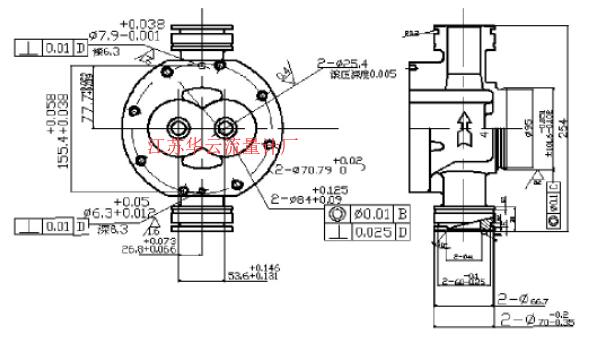

图1 椭圆流量计壳体LCB—9456零件图
为了确保产品质量, 提高生产效率和数字管理。并由于该产品——椭圆齿轮流量计整套工艺从外国引进, 壳体、盖板零件是属于316不锈钢铸造件。
壳体的铸造工艺复杂, 加上316不锈钢的铸造性能差, 目前国内铸造工艺水平还达不到国外的铸造水平, 所以铸件会不同程度出现砂孔, 根据工艺要求, 壳体不允许有砂孔及任何渗漏现象, 而壳体在加工过程会暴露出砂孔, 使得零件报废, 造成成品率低, 进而会造成资源的浪费。根据上述情况的分析, 应该怎样提高产品质量, 降低成本。
1、LCB—9456流量计壳体的工艺规程设计要点:
1.1、根据材料选择合适的加工刀具:
零件材质为316不锈钢, 是一种难以切削的材料。在低速切削时很容易产生积屑瘤。当前角度小时, 芯片被挤压, 切削速度也变形, 这将使工件表面粗糙度值增大。由于高温的高温, 材料的热度, 很容易被高温分解, 而不。因此, 这一工具必须由高强度、粘度、硬度、坚韧的不锈钢制成。因为Ti和YT, 来自于316不锈钢, 在Ti中, 它可能会被清理干净, 在这种情况下, 它们是由合金制成的, 并减轻了工具的磨损, 因此YT基硬质合金不应该是用过的。对于铣削, 车削, 镗孔和其他工具, 应使用YW硬白刚玉砂轮。
1.2、加工工艺过程:
椭圆齿轮流量计壳体部件的加工应遵循先面后孔的原则, 即首先加工壳体的参考平面, 其他平面由参考平面定位加工, 然后, 利用系统进行处理。总体上的比重比孔隙处理系统更容易, 平面的定位为一个可靠的定位, 并提供了一个可靠的位置, 也确保了孔的准确性。
个加工的平面是为了提高切口的精度, 以及创建和调整工具来保护工具。这部分的主要部分是内部的孔和轴。因此, 在处理过程中, 内部的条目和孔中测量的准确性是较为重要的, 并将此延续到个和第二个孔。其中一个是处理大小和气缸。大部分外壳是旋转表面, 尺寸的端面, 流入口和出口的外径以及油封卡口均由普通车床加工, 并且尺寸端面留下磨削。
内腔的底面由加工中心半精加工, 并由坐标钻孔机完成。第二是孔系统的处理。满足孔加工精度要求。从CNC加工中心选择粗加工和精加工内腔和轴孔的加工和定心, CNC内部轴和轴孔用于选择CNC坐标钻孔机。工序如下: (1) 硬质合金YW2车刀和普通车床, 粗车外圆以及油封卡口环; (2) 切换到工艺1的加工工位, 完成硬质合金YW1车刀的精加工。 (3) 使用硬质合金YW2车刀, 用普通车床粗加工车顶部和底部。粗略地加工底部和外圆, 然后转动顶部以加工顶部和外圆。然后, 使用硬质合金YW1车削工具完成精车的顶部和底部。为了保证每个加工部件的一致性, 应同时加工内腔孔, 内腔底面, 螺纹孔, 轴孔和定位销孔。其中:粗加工镗孔采用硬质合金镗刀;内腔底面由硬质合金长端铣刀完成;半精密镗孔采用硬质合金镗刀。 (4) 使用白刚玉砂轮磨削大小端面。 (5) 制造专用夹具, 使用精密CNC坐标镗床和滑动镗孔工具完成内腔底面。
2、椭圆流量计壳体的结构优化:
在粗加工时, 腔体2~70Φ孔属于盲孔加工 (如图2) , 在加工切屑不及时排出, 孔削工具可能导致崩溃现象, 影响加工速度, 降低生产效率, 根据工艺要求, 壳体内腔底部需使用Φ38端面立铣刀加工, 由于内腔比较深, 立铣刀必须伸出相应的长度, 这样势必影响刀具的刚性, 减慢了铣削速度, 另外, 壳体属于铸造部件, 铸造余量具有不同程度的不均匀性, 加工过程也会由于切削余量不均匀而导致刀具断裂现象。在内腔底部钻两个Φ14轴孔, 因为内腔较深, 内腔尺寸较小, 钻头匹配较长, 刚度较低, 增加加工成本, 降低生产效率。为了保证各加工部位的一致性, 工件在一次装夹中加工出8—M12螺纹孔、2—Φ15轴孔和2—Φ7定位销孔。

图2 粗加工盲孔
在精加工过程中, 合金刀片用于套管内腔2-Φ70孔的钻孔, 并且在侧表面和底表面之间的边界处存在R角。内腔的底部使用滑动镗孔工具加工 (图3) 。在镗削过程中, 从内向外镗削, 由于工具旋转期间的离心力, 加工表面的外表面光滑并且内部是粗糙的。这使得难以保证其平面度。由于内腔空间小, 给底部的平面度检测带来困难。精镗2—Φ15孔时, 也难以观察和测量。

图3 滑动式镗刀
针对以上存在种种影响产品的质量, 不利于加工的因素, 所以, 对于椭圆形流量计壳体部件, 壳体从原始的两件式主体 (壳体和端盖) 变为三件式主体 (上盖, 壳体, 底盖) 。
采用新的三件体结构设计后 (如图4) , 简化了壳体铸造工艺, 降低了铸件缺陷, 提高了产品的成品率, 减少了加工成本。
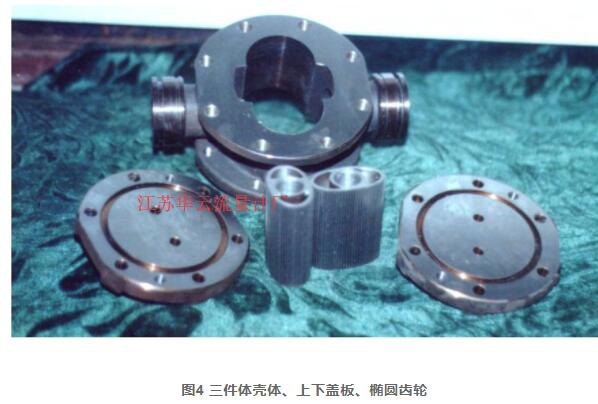
图4 三件体壳体、上下盖板、椭圆齿轮
3、流量计三件体优化结构的工艺要点:
流量计壳体结构优化成三件体组件后, 生产工艺也得到很大的改善和优化,**新的生产过程如下:
粗加工时, 壳体上下端面的转动可直接用三爪卡盘夹紧, 预留精加工余量, 省略车床专用夹具。当钻出2-Φ70孔时, 可以及时排出切屑, 有利于切削镗刀, 提高加工速度。在变形之后, 减少了加工壳体内腔底部的过程, 并且相应地减小了加工腔端部的端铣刀。这样, 处理时间减少了约30分钟, 大大提高了生产效率, 节省了加工成本。
作精加工时, 壳体上下端面可先在磨床磨削至要求。为确保腔体2-Φ70孔与定位孔位置公差两应立即装夹加工。这需要制定综合集装置 (图5) , 通孔、加工2-Φ70消除侧面和底面交界处的R角等现象, 减少滑动R角刀镗孔加工过程的基础, 加工比原来相应减少了约40分钟。
两盖板表面的平面, 平行度由磨床磨削保证。盖板上2—Φ7定位销孔和2—Φ15轴孔利用同一套精密工装夹具在一次装夹中同时加工, 保证了它们的位置公差。

图5 三件体壳体精加工夹具
4、结语:
为证实以上方案的可行性, 通过实际加工和三坐标仪的检测, 各加工部位的形位公差都符合设计要求。同时通过壳体零件的改造, 大大提高了椭圆齿轮流量计壳体的加工效率。
