

硝酸铀酰溶胶液质量流量计的工业化控制详解
摘要:溶胶凝胶工艺是高温气冷堆核燃料元件UO2核芯制备的关键工艺,硝酸铀铣胶液流量是影响UO2核芯畸形颗粒和产品合格率的关键工艺参数。硝酸铀铣胶液的流量控制要求十分严格,硝酸铀铣胶液流量较低,控制精度为士1 g/min。因胶液勃度大、流量小,国内现有调节阀和质量流量计控制精度不能满足要求。高温气冷堆核电示范工程燃料元件生产线在调试过程中,胶液实际流量控制精度达到士1 g/min十分困难,且设备故障率高。按照原设计手动调节阀门的生产方式,胶液流量波动大,无法实现士1 g/min的工艺要求,并需要一名操作人员不停的调整阀门才能尽量减小流量波动,同时功率放大器不能稳定提供100 Hz的输出频率,生产出的凝胶球畸形颗粒多,批次合格率为80%左右甚至更低。针对以上问题,重新选择调节阀和质量流量计,并设计流量自动调节系统,实现胶液流量的自动调节控制,同时合并功率放大器和信号发生器的功能,重新设计一台数字混合仪,从而实现硝酸铀酞溶胶液的工业化控制。系统改造后,胶液流量控制精度在士0. 7 g/min以内,凝胶球的直径和球形度明显优于以前,批次产品平均合格率提高到83%左右。
核芯制备采用溶胶凝胶工艺制备,工艺参数控制十分严格,控制精度高,这给工艺设备选型和调试带来很大的困难。因高温气冷堆核电示范工程燃料元件生产线与清华大学实验线生产方式不同,设备选型及结构也与清华大学不同,如何将清华大学实验室设备转化为工业化设备,能够满足凝胶球的批量生产,提高UO2核芯的合格率,是高温气冷堆核燃料元件工业化生产的前提。
1、溶胶凝胶工艺:
1.1溶、胶凝胶原理:
溶胶凝胶法是用含高化学活性组分的化合物做前驱体,在液相下将这些原料均匀混合,并进行水解、缩合化学反应,在溶液中形成稳定的溶胶体系,溶胶经陈化胶粒间缓慢聚合,形成三维空间网络结构的凝胶,凝胶网络间充满了失去流动性的溶剂,从而形成凝胶。
1. 2、溶胶凝胶工艺:
UO2核芯采用溶胶凝胶法制备,UO2核芯制备工艺过程主要包括溶解、溶胶凝胶、干燥、烧结等工艺,UO2核芯直径工艺要求为0.45~0. 55 mm。将配制好的胶液以一定的流量、压力输送到分散器喷嘴上,喷嘴以一定的频率振动将胶液滴人胶凝柱内的浓氨水中,液滴在氨水内反应固化生成多铀酸按凝胶球。溶胶凝胶工艺示意图见图1至图3a 溶胶凝胶工艺参数控制十分严格。为控制凝胶球的尺寸和畸形颗粒,需严格控制胶液流量、温度和压力。凝胶液压力和温度要求恒定,凝胶液流量较小,控制精度要求为士1 g/min,要实现高豁度、小流量液体的高精度控制十分困难。

图1溶胶凝胶工艺示意图
图2分散过程图3凝胶球
2、溶胶凝胶使用设备:
2. 1、分散柱:
分散柱为非标设计设备,上部采用有机玻璃材质,下部采用不锈钢,双柱结构,中间联通,氨水在柱内循环,溶胶凝胶液经激振器分散成凝胶球后,滴人分散柱内进行反应。
2. 2、信号控制系统:
信号控制系统包括激振器、功率放大器、示波器和信号发生器。信号控制系统主要作用是为激振器提供稳定的100 Hz的振动频率,由信号发生器发出100 Hz的频率,再由功率放大器进行放大到满足激振使用要求的频率,示波器用于显示100 Hz的波形。控制系统设备型号及参数见下表。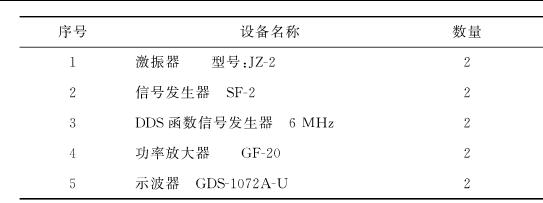
2. 3、流量控制系统:
流量控制系统包括调节阀和质量流量计。胶液从压力罐中流出,经质量流量计计量流量,再经调节阀门开度控制溶胶凝胶液的流量,调试过程中使用的阀门和质量流量计见图4至图6。
图4设计使用阀门 图5清华调节阀 图6质量流量计
3、溶胶凝胶工艺存在的问题:
3. 1、胶液流量控制问题:
原有溶胶凝胶工艺使用普通不锈钢球阀和质量流量计进行胶液流量控制,调试过程中发现,普通不锈钢球阀无法精准控制胶液流量,经过反复更换各类针形阀和调节阀仍不能精准控制胶液流量,无法制备出合格的凝胶球。更换清华大学现场使用调节阀和安徽天康的质量流量计后(见图5、图6),胶液流量波动范围控制在士5 g/min,个别时刻波动大于士16 g/min(见图7),基本满足工艺技术的要求,但在实际操作中,需操作人员频繁手动调节阀门才能将流量控制稳定。胶液流量控制受操作人员操作水平的影响较大,操作人员控制较好的时候,产品成品率为80%左右,控制不好的时候只有70%左右(见图8),甚至会导致整个批次生产不合格,这严重制约了UO2核芯的合格率,无法实现UO2核芯的工业化生产。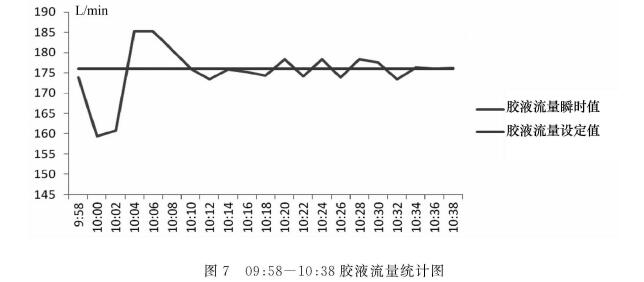
图7 09 :58- 10 : 38胶液流量统计图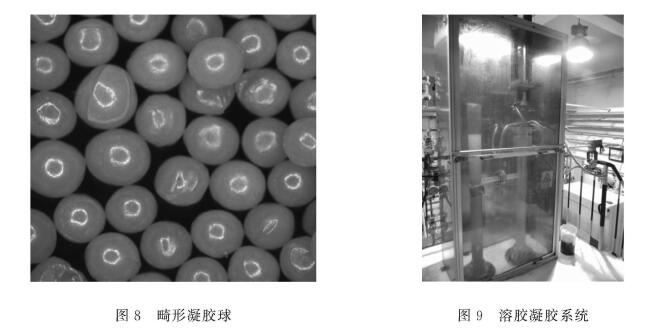
图8畸形凝胶球 图9溶胶凝胶系统
根据胶液流量统计图(见图7)中的数据显示,胶液瞬时流量偏差在士16 g/min内,胶液流量偏差大使得凝胶球尺寸偏差较大、畸形颗粒多,产品合格率低(见图8)。胶液流量控制不稳主要产生以下几个问题:
(1)调节阀和质量流量计调节精度不够,胶液流量波动大;
(2)手动调节胶液流量波动大,引起凝胶球直径偏差大;
(3)胶液流量控制受操作人员技术水平的限制,需要一名操作人员时刻紧盯质量流量计,根据瞬时流量时刻调节阀门,从而使流量稳定在目标值上;
(4)胶液流量受钢平台振动影响大,即使人在钢平台上走动,也会影响流量。
3. 2、振动频率控制问题:
振动频率控制系统主要为分散头提供稳定的100 Hz的振动频率,使胶液在经过分散头后变成一颗颗的凝胶球。振动频率控制系统主要包括激振器、功率放大器、示波器和信号发生器。在调试和生产过程中,经常出现功率放大器频率波动大,不能稳定在100 Hz的情况,使得凝胶球直径偏差过大。功率放大器一旦出现频率不稳现象,就需要将功率放大器返厂维修,因该功率放大器输出功率小,国内暂时未找到能替换现有功率放大器的设备。在调试和生产的4个月内,已返厂维修超过3次,返厂设备数量超过6台。
4、胶液流量自动化控制:
4. 1、胶液流量系统的控制:
4.1.1、质量流量计和调节阀选型:
胶液流量调节阀须具有手动和自动两种控制形式,既可以通过手动微调实现胶液流量的控制,也可通过自动控制来实现胶液流量的调节。经过调研,国内没有满足工艺要求的质量流量计和调节阀。为满足工艺要求,调节阀和质量流量计的选型十分困难,经过反复与Fisher调节阀工程师更换调节阀和现场试验,Fisher提供的微型调节阀满足了工艺要求。质量流量计选用横河rotamass 3系列质量流量计,并经过现场反复试验和更换不同型号的测量管,横河质量流量计可以满足小流量胶液的控制。
4. 1. 2、设计安装支架:
根据溶胶凝胶工艺现场设备管道安装情况,重新设计质量流量计和调节阀的安装支架,***大限度的减小因钢平台振动、设备运行振动等因素引起的流量波动。利用10号槽钢制作一个安装支架,固定在屋顶的横梁上,要求垂直安装。
4.1.3、设计胶液流量控制程序:
常用PID控制程序控制精度不高,比例、微分和积分参数调节较慢,且波动较大,无法满足胶液流量要求控制精度为士1 g/min的要求。重新设计一套步进调节程序,要求实测流量值与设定流量值时刻做比较,如果小于设定值则按照一定的调节开度打开调节阀,如果大于设定值,则按照一定的开度关闭调节阀。调节阀的控制精度为1/1 000,将以上程序与现场DCS连接,利用现场DCS实现控制。经实验验证,此控制程序符合控制要求。
4. 2、振动频率系统的控制:
自行设计制作一台小功率型数字混合仪,该设备同时具备信号发生器和功率放大器的功能,设备上的操作按钮按照工艺操作要求进行设置,该设备投人使用后,对于促进溶胶的均匀分散起到了重要作用,频率振动系统将减少一台设备,振动频率控制稳定,不会出现频率波动问题,也不会出现频繁损坏的现象。目前,该设备已制作完成,经过工艺试验,数字混合仪频率控制稳定且符合工艺使用要求,该设备在生产线上投人使用后,至今未出现异常现象。
5、胶液流量工业化控制效果:
胶液流量稳定的才能获得理想的凝胶球形状和性能,包括胶滴的自由成形与预胶凝以及准胶凝的稳态流化与深度胶凝。胶液流量实现工业化自动控制后,将胶液通人流量计和调节阀进行试验,时间段15:43-16:29,按照每分钟记录一次数据,每十分钟记录一组数据,试验结果统计在图10中。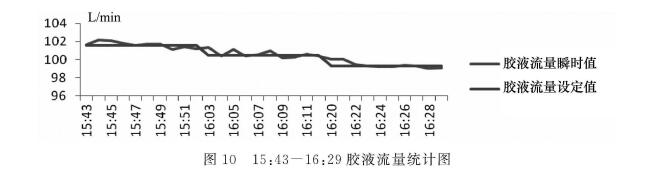
图1.0 15:43一16:29胶液流量统计图
根据图10中胶液的瞬时流量统计,胶液瞬时流量值***大偏差在士0. 7 g/min以内,较以前的胶液流量士16 g/min大幅缩小,满足工艺要求的士1 g/min。根据投浓料生产若干批次的结果,通过显微镜观察凝胶球的直径和球形度,胶球的直径和球形度均明显优于以前,Un:核芯平均合格率较以前的80%左右提高到90%左右。胶液流量实现工业化控制后,胶液瞬时流量控制更加精准,胶液流量不再受岗位人员操作水平的限制,也不需要岗位人员时刻紧盯质量流量计的显示值调节调节阀,设备操作更加单,节省了一名操作员工,可以满足凝胶球的批量化工业生产的要求。
