

口吹法初判气体涡轮流量计的小流量误差
摘要:针对当前气体涡轮流量计在生产及维修服务的标定效率低的问题,提出了一种口吹法,初步判别气体涡轮流量计的小流量误差,以避免对明显不合格产品做无效的标定,并通过分析气体涡轮流量计的计量性能特点和结合样机试验结果,进一步阐明该方法的实用性和高效性。
气体涡轮流量计(简称涡轮表),作为一种速度式计量仪表,主要应用于管道天然气流量测量。基本误差是涡轮表主要性能指标,按GB/T 21391-2008 规定,天然气贸易计量用涡轮表误差应满足表1要求[1]。在生产过程中,每一台涡轮表在完成生产装配之后,都必须严格经过标准装置标定检测,合格后方可发货销售和使用。在今后使用中,涡轮表出现相应故障维修,也需经过再标定合格,方可继续使用。
| 表 1 | ***大允许误差表 | ||
| 涡轮表型式 | 流量 q | ***大允许误差 | |
| 机械式 | qmin≤q<qt | ±2% | |
| qt≤q≤qmax | ±1% | ||
| 一体化智能式 qmin≤q≤qmax | ±1.5% | ||
———————————————
实际生产中,一套标准装置一般每次只能标定一台涡轮表,正常情况下一次标定耗时在0.5~1 小时以上。如果产品标定不合格,返修后需再标定,反复直到产品检测合格为止。对生产厂家而言,该环节生产效率较低。对仪表用户来讲,不管例行周检或故障检修,也都需将涡轮表交给相关计量部门进行标定,而每台次几百以上的标定费使其不得不考虑递送仪表的确切性能状况。因此,对于那些使用性能已下降的检修表以及日常生产中合格率本身相对偏低的规格表,在标定检测前,若能对其计量性能进行一次比较准确而又简单的初判,把不合格的辨别出来,避免无效的标定,这将对提高该产品的生产服务效率非常有利。
大量的生产标定数据表明,一款涡轮表设计开发成功定型并投入批量生产使用后,它的准确度不稳定性主要体现在小流量段上,因为该段的计量性能易受来自内部转动件的摩擦阻力影响。主轴、轴承和齿轮等零件的制造精度和装配状况差异,使叶轮产生不同的转动阻力,阻力过大后,小流量会出现负超差。相比于智能式,机械式涡轮表由于传动零部件较多,该情况更为明显。
按检定规程 JJG 1037-2008,涡轮表小流量段误差的标定点是 qmin[2],从图 1 典型特性曲线可以看出,在相同的流通设计结构下,机械式涡轮表的 qmin 点误差会相对偏负。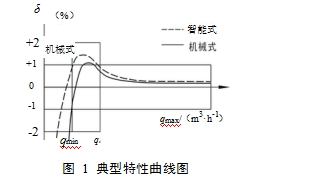

图 1 典型特性曲线图
1、口吹法的应用:
1.1、依据:
GB/T 18940-2003 中关于涡轮表旋转时间试验指出,在无气流的区域内,涡轮表置于正常的工作位置,让叶轮以适当的速度旋转,时间测量从旋转开始直至叶轮停止转动,依据该时间的长短,用来确定流量计机械阻力现在和过去比较的相对变化[3]。即一台涡轮表在使用后,内部机芯的运动零件发生了磨损,摩擦阻力将变大,它的叶轮旋转时间会相应变短,而且相同结构规格的涡轮表间也存在这样的可比性,旋转时间较长者,一般小流量性能较优。
来使叶轮以一定的速度旋转,稳定后切断气源,给叶轮计时。这种方法具有操作规范准确的特点,但在实际应用中,由于使用场所和设备上的要求,其灵活性和效率不高。
1.2、口吹法:
现介绍一种口吹法来实现旋转时间试验。该方法无需设备投入,容易随处开展,操作简单,且判别又不失准确。在首先排除周围可能存在的干扰气流影响后,将涡轮表水平放稳,对准其进气端整流器的通道口进行吹气,先缓后重,使叶轮不断加速旋转。连续吹气几次,并以接近自己***大的气量吹一下结束,使叶轮尽可能地高速运转,同时马上开始计时,在叶轮停止旋转后,记下叶轮旋转的时间。这样反复三次,得出叶轮的平均旋转时间,根据这个时间 T 来判定涡轮表的准确度是否能达到要求。当 T≥T0 时,该表小流量合格的机率很大,反之则不合格机率大,而且这个差值越大、相应的机率越高。T0 为标准参考时间,是通过口吹法对合格表进行计时统计,并结合标定数据确定,宜取当 qmin 点误差接近于-2%时的平均旋转时间值,不同规格的涡轮表 T0 值也常不同。
1.3、口吹法的试验示例:
现取的 LWQG-80-G160 机械式涡轮表 5 台,流量范围 13~250 m3/h,用口吹法测试。按检定规程,共需检测 4 个流量点的误差,其中大流量段流量点分别为 250 m3/h、100 m3/h、50 m3/h,小流量段流量点为13 m3/h,然后以相同的仪表系数在标准装置进行标定,记录各样机的数据如表 2 所示。
从表 2 中可以发现:
(1)相比于大流量点的示值误差,各样机在小流量点 13 m3/h 的误差值差别明显较大,这说明涡轮表的小流量计量性能的不确定性大。
(2)旋转时间***长的 1#表的小流量点误差相对较小,计量性能则较优;而旋转时间***短的 5#表,小流量点误差就明显偏大,计量性能也相对偏差,只达到 1.5 级的准确度。
| 表 2 | 机样试验数据比较表 | ||||||
| 样机 旋转平均时间 T/s | 各流量点标定误差/% | 准确度 标准参考时间 T0/s | |||||
| 250 m3/h | 100 m3/h | 50 m3/h | 13 m3/h | ||||
| 1# | 152 | +0.08 | +0.35 | +0.66 | -0.56 | 1.0 级 | |
| 2# | 140 | +0.12 | +0.39 | +0.57 | -0.86 | 1.0 级 | |
| 3# | 135 | +0.16 | +0.48 | +0.75 | -1.12 | 1.0 级 | 120 |
| 4# | 123 | +0.11 | +0.65 | +0.83 | -1.86 | 1.0 级 | |
| 5# | 115 | +0.13 | +0.56 | +0.81 | -2.27 | 1.5 级 | |
采用口吹法进行旋转时间试验来判别涡轮表小流量计量性能,特别适合长期从事涡轮表产品技术开发、维修服务和生产标定的技术人员,该方法不仅具有试验条件要求低、操作简便的优点,在实际工作中体现出的高效性与实用性更是值得肯定。
