

磁翻板双液位计的测量误差分析及选型
1、双液位计简介:
石油化工自控设计人员对一些较重要的塔 、槽 、 釜 、罐的液位测量和控制采用双液位计的设置 ,如图 1和图 2所示。这样设计一是为了将被测量液位转 换成显示和控制所需的信号 ,二是为了方便操作人 员在生产现场进行巡回检查时能方便地看到被测量 液位指示值 ,三是为了方便维护。其中之一液位计 发生故障可以无顾虑地进行检液位计修 , 不会影响 生产正常进行。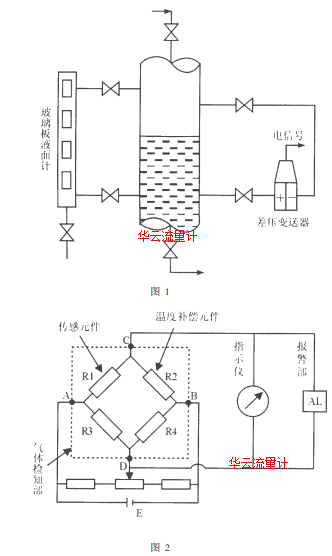

2、存在的问题:
以上的双液位计的设置应该说考虑得十分周 全,可是多数测量液位变送器都和密度 ρ有关, 这就 造成在实际使用过程中往往会出现这两台液位计指 示值不能吻合 ,有时误差较大 ,尤其在一个生产装置 开停工过程中或操作系统不稳定的情况下, 两者之 间误差甚至会达到 30%左右。这时生产操作人员 就会为液位测量仪表的准确性向仪表维修人员提出 疑问 ,例如图 1,某苯塔塔底液位测量 ,它采用差压 测量液位变送器和玻璃板液位计相结合的双液位 计,它的设计使用工况条件是塔底压力 80kPa, 温度 150℃,介质密度 ρ:0. 69g /cm 3 , 差压变送器测量液 位的工作原理是 ΔP =ρH, H =ρ/ΔP, 当生产稳定 时, ρ=0. 69 g /cm 3 ,也就是说相当于一个常数, 液位 高度 H 只和 ΔP有关, 差压变送器所测的液位应该 是正确的 ,也能和玻璃板液位计显示的液位高度一 致。
但在装置送苯过程中,塔底注入的纯苯 ,其密度 为 0. 878 g /cm 3 , 塔底压力和温度均为常温常压 , 远 远偏离设计值 ,这时就会出现玻璃板液位计所显示 的液位高度和差压变送器传送到中控室的液位指示 值相差甚大。在注苯过程中差压变送器所测的差压 ΔP注 =ρ注 H注 =0. 878H注 与设计值 ΔP设 =ρ设 H设 = 0. 69H设 相差甚远,因为差压变送器无法识别所测的 介质密度 。这时它的差压输出为 ΔP注 =ΔP设 , 这样 就出现 0. 69H设 =0. 878H注 、H设 =0. 878 /0. 69 H注 =1. 27 H注 ,这就是在注苯过程中差压变送器显示 的液位高度远远大于玻璃板液位计液位显示高度的 原因 。
如图 2, 某一锅炉液位测量 ,它采用外浮筒液位 变送单元和玻璃板液位计相结合的双液位计, 它的 设计使用工况条件是压力 3MPa、温度 230℃、介质 密度 0. 823 g /cm 3 。外浮筒液位变送器测量液位的 原理是基于阿基米德定律, 浮筒浸在液体里所受到 的浮力大小等于浮筒所排开液体的重量 : F =ρ. AH
F -浮筒所受的浮力; ρ-液体密度; A -浮筒截面积; H -浮筒排开液体的液柱高度 (被测液位的高 度 )。
对于一台外浮筒液位变送器, 它的浮筒截面积 A 是恒定不变的 ,可视为一个常数, 那么浮力只和被 测液体的密度 ρ和高度 H有关 ,在正常生产的情况 下 ,被测液体的密度 ρ基本上是一个常量 ,即被测液 位的高度 H和浮力 F成为一个线性关系:F设 =ρ设 . AH设 。外浮筒液位变送器所测的液位高度 (即中控 室显示的液位高度)就能和现场玻璃液位计显示的 液位高度一致。可是锅炉开工初期进水 、升压升温 过程中 ,所有的工况值都大大偏离设计值 。这时水 的密度 ρ开 =0. 98 g /cm 3 , 就会出现 F开 =ρ开 . AH开 , 按设计要求 F设 =F开 , 也就是 ρ设 . AH设 =ρ开 . AH开 , H设 =ρ开 /ρ设 H开 ,代入开工和设计的不同密度值 ,就 会得到 H设 =0. 98 /0. 823H开 =1. 19H开 , 这就是锅炉 开工初期出现的外浮筒液位变送器所测的液位高度 (即中控室显示的液位高度)大大高于现场玻璃液 位计显示的液位高度的原因。
这是两个较为典型的双液位计之间误差偏大的 问题,误差也只是暂时的, 等到开工正常后 , 各项参 数尤其是液体密度 ρ达到设计值时, 两台液位计的 指示就会一致, 一般情况下不必进行处理 。但是出 现仪表维修人员不能清楚地向生产操作人员解释这 一现象 、或生产操作人员一定要求两台液位计指示 一致的情况下,只能将液位变送器或差压变送器的 零位一直下调到两表一致 ,待开工正常之后,再将液 位变送器或差压变送器的零位调回去, 使两台液位 计在正常生产情况下指示值一致。
有时候在生产过程中也会出现由于生产控制过 程发生变化 ,尤其是温度发生较大变化的情况 ,这时 就会造成被测液体的密度 ρ发生较大的变化 ,从而 使液位变送器指示值出现偏差, 造成两台液位计之 间误差较大 。在双液位计之间发生指示偏差较大 。 在处理这类故障时, 一定要首先了解生产工况是否 有较大变化 ,一定要慎重处理, 以免带来很多不必要 的工作 。
3、磁翻板双液位计的原理及优点:
20世纪末,磁翻板现场指示液位计和磁翻板液位 变送器的出现给自控设计者在液位计的选型使用上增 添了余地。磁翻板液位计的工作原理如图 3所示。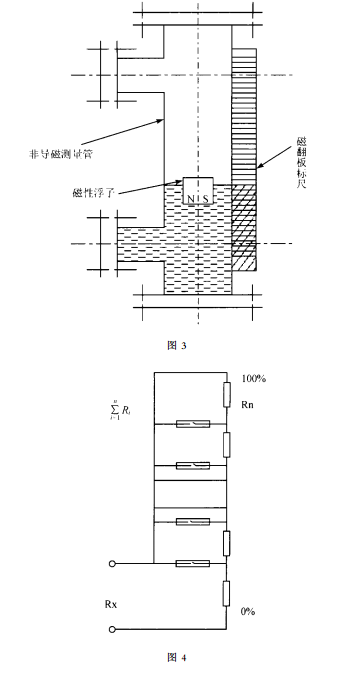
磁性浮子随着被测液体上下移动 ,翻板标尺中 的翻板,受到磁性浮子的吸引而翻转,翻板上正反两 面涂有红 、绿两色。红色显示液位指示值,绿色为空 值,这样可以清晰地显示出液位的高度的现象 。磁 翻板液位计清除了被测液体对玻璃板液位计的污染 造成看不清被测液位高度, 及玻璃板液位计取样角 阀易堵塞和选位不当所造成的假液位现象, 而被广 泛地替代玻璃板液位计 。
磁翻板液位变送器采用磁 耦合工作原理 ,传感器内装有一组干簧管和精密电 阻,当磁性浮子随液位变化上下移动时 ,位于液位处 的干簧管依次接通 ,使传感器的输出电阻发生变化 (如图 4所示), 再通过转换电路模块将电阻值转换成 4 ~ 20mA电流输出 。磁翻板玻璃液位计和磁翻 板液位变送器都以磁性浮子为基础, 因为磁性浮子 与被测液体的密度 ρ有关 ,这就给双液位计的选型 增加了新方法 。
我们分别对塔 、槽、废热锅炉如图 1、图 2的双液位计均采用磁翻板现场指示液位计和 磁翻板液痊变送器的方式进行改造, 取得了良好的 效果, 两液位计之间测量误差可控制在 20 – 30mm。 两液位计指示基本一致,方便了生产操作 ,同时省去 开停工及正常生产时对仪表零位的反复调整。在改 造试验过程中体会到, 采用磁翻板现场指示液位计 和磁翻板液位变送器作为双液位计设计方案时 ,两 台液位计***好由同一制造厂同时生产 ,这就可以保 证磁性浮子的重量一致性 ,也就是介质密度 ρ的一 致性 ,减少磁性浮子重量差异带来的测量误差及零位 的偏差。磁性浮子外表要光滑无毛刺,要有足够的磁 性,因为磁翻板液位变送器的两种变换原理, 干簧管 驱动有阻式和磁致伸缩式,都与磁性浮子的磁场强弱 有关,磁场强度足够、磁性分布均匀 、外表没有毛刺都 可清除测量液位瞬间回零现象,保证系统的稳定性。 由于磁翻板液位计相对价格便宜 、维修简便、性能可 靠,成为双液位计设计方案的实惠。
