

磁浮液位计乳化液新技术在冷轧生产线上的应用
摘要:介绍液位检测技术的改进, 重点分析乳化液回流及黑斑控制技术和分段冷却控制技术。乳化液新技术应用在冷轧生产线上, 获得了很好的应用效果。
0、引言:
冷轧薄板生产线为挖掘设备潜力, 采用冷轧六辊轧机生产钛带等特殊合金产品;为资源利用效益的***大化,**新开发了大量高效高专产品。但冷轧薄板生产线原来的系统设计不合理之处渐渐暴露出来, 这些问题的出现和存在严重制约了产品品质的提升。
乳化液在冷轧板材的生产过程中, 在减少摩擦、降低轧制压力、冷却轧辊和控制板型等方面, 发挥着重要作用。轧制过程中, 乳化液在带钢和辊缝间产生的高温高压下破乳, 实现油水分离。轧制油铺展在带钢和轧辊表面, 起到润滑作用, 水则流散或蒸发来冷却轧辊和带钢。乳化液的浓度与润滑性能密切相关, 浓度增加, 润滑性能增强;但浓度过高, 会使轧辊打滑, 冷却能力下降。因此, 轧机操作人员应根据生产需要, 参考乳化液的化验报告, 及时补充水或轧制油。
1、改进液位检测技术:
密度的精度取决于液位检测的精度, 在液位检测中, 接触式磁浮液位计在工业生产中使用较为广泛, 其主要用来检测装有液体容器内液位的高低。磁浮液位计主要是由检测导杆、变送器及浮球三大部件组成。但工厂内使用的磁浮液位计的环境一般都比较恶劣, 使用过程存在磁浮液位计的浮球受水流冲击、浮球受损、夹杂物影响浮球在导杆上自由运动等问题, 导致测量不稳定。
为此, 采用非接触磁浮液位计, 创新地使用笼式磁浮液位计安全罩, 能够有效解决液位计浮球存在的问题, 磁浮液位计安全罩利用带孔筒罩将容器内液体中的杂物与磁浮液位计相隔离, 保证磁浮能够安全有效地工作。磁浮液位计工作原理如图1所示。
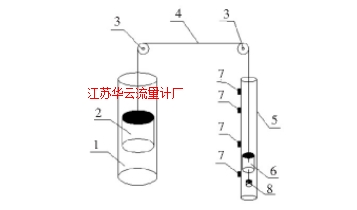

图1 磁浮液位计工作原理
1-浮球导向糟;2-浮球;3-定滑轮;4-细钢丝线;5-磁翻板液位计;6-磁棒;7-磁保持开关;8-配置砝码
该非接触式液位检测仪将浮球导向槽垂直固定在乳化液箱内, 浮球随乳化液液位的升降而升降, 浮球升降时通过细钢丝绳和定滑轮带动磁棒升降。为使磁棒随浮球的升降而升降, 采用砝码对浮球和磁棒进行配重, 即浮球的重量等于磁棒与砝码和浮球漂浮时排出乳化液的重量之和, 解决了磁棒吸附油性物质和铁粉后在液位计内卡阻的问题, 保证了乳化液液位的准确性。
2、乳化液回流及黑斑的控制技术:
在单机架可逆冷轧机中, 传统的乳化液回流解决方法是在冷轧机机前、机后装挤干辊, 但挤干辊在与钢带接触常常会造成表面划伤, 为避免这一不利因素, 采用橡胶刮板来解决回流问题。但轧制速度稍高时, 常常发生大量乳化液沿轧机入口方向向钢带表面反向回流, 严重影响该方向上安装的入口测厚仪的数据测量, 造成推上缸自动压下、断带事故频繁发生。在切换道次时, 乳化液不断滴落到板面上, 形成大量的黑斑, 导致带钢锈蚀, 影响冷轧带卷产品质量的提高。控制程序流程如图2所示。
在单机架可逆冷轧机机前、机后防缠导板位置处加装两套辅助设备———乳化液封堵喷射梁和接流导流槽;同时通过PLC控制系统编程, 利用带长计算比较, 设定合适的距离提前停止乳化液喷射。防缠导板与乳化液封堵喷射梁一同伸出, 乳化液封堵喷射梁喷嘴抵达收集导流槽上方, 管道内残存的乳化液滴落在收集导流槽内。采用乳化液代替橡胶刮板和气体吹扫, 形成一道水幕来控制乳化液回流的方法, 实现了冷轧乳化液回流和带卷板面乳化液黑斑的控制。
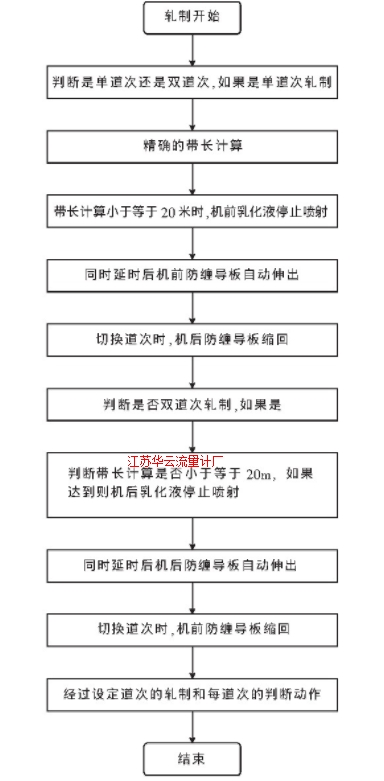
图2 控制程序流程
3、乳化液分段冷却:
轧制过程中板带产生的复杂肋浪缺陷由轧辊分段喷液冷却来消除。系统单道次轧制时由板型仪自动控制机前冷却喷射梁各部分的通断, 双道次轧制时板型仪冷却部分停止工作, 人工设定机后冷却梁各冷却段的通断, 由PLC进行联锁控制。系统采用以分段调温控制为辅, 工作辊弯辊、中间辊弯辊、辊缝倾斜控制为主的手段, 并配合精细冷却流量控制模型、辊温分布供乳模型, 保证高精度板型控制方案的实现。
分段冷却控制主要是对无法通过轧辊倾斜和弯辊控制消除的复杂缺陷进行控制。轧辊冷却的分段同板形仪测量段一一对应。每个冷却段由乳化液喷嘴和控制喷嘴的阀门组成。轧辊分段喷液控制就是根据每个测量段上与带材应力相对应的轧辊分段喷液分量, 按数学模型计算出每个喷液区的喷液设定值, 来推动相应的喷液控制阀门, 即决定哪些阀门应打开、打开多大、哪些阀门应关闭等, 通过喷嘴开闭及乳化液喷射量的多少来改变工作辊热膨胀的横向分布, 从而改变带钢轧制时相应位置的延伸率, 控制带钢的平直度。每个工作辊由若干排连续布置的喷嘴组成, 这些排列的喷嘴中有一部分完成轧制过程的基本冷却和润滑, 其他喷嘴完成分段冷却的功能。轧辊分段冷却可以控制高次板形缺陷, 但受到轧制过程中的温度和润滑条件限制, 其板形调节范围较小且控制的滞后时间较长。
设备因素决定了供乳系统是一个大惯性、纯滞后和非线性的系统, 供乳流量将随着其它工艺条件的变化而发生变化。针对现场实际情况, 基于PLC开发出连续分段函数曲线控制程序, 如图3所示。该程序根据输入的流量值x计算出电机的转速值y_out, 即可以***快的速度提供所需的水流量, 实现流量的控制。该方法用于流量控制后, 控制效果大大优于传统的PID控制方法和查表控制方法, 不仅控制精度大大提高, 而且响应速度快、稳定性好, 可控制供乳流量大小, 保证板型控制精度。
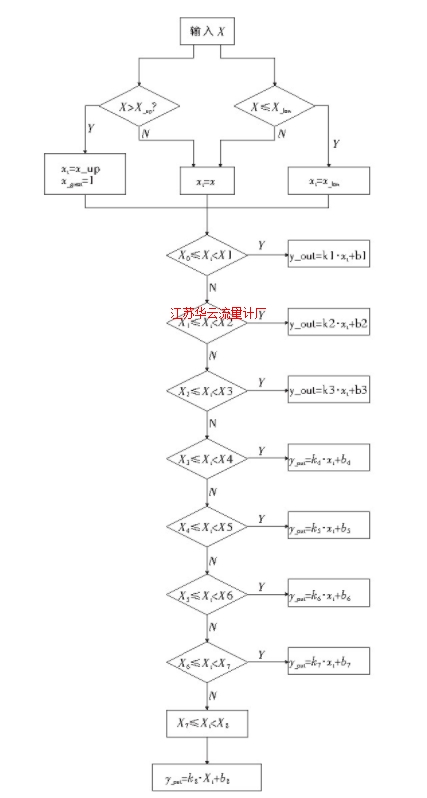
图3 连续分段函数曲线控制算法程序
4、结语:
该系统投运后, 成材率比原系统提高0.66个百分点, 而且产品质量有显著改善, 冷轧退火材产量大幅度提升, 高效薄规格产品得以大量生产, 各规格产品纵向厚度偏差均控制在±1%以内, 为冷轧新产品开发创造了条件。
