

基础油和填充油生产过程中孔板流量计仪表维护
摘要:介绍了某公司基础油和填充油生产概况, 列举了糠醛精制等5套装置的仪表构成和故障状态。从选型不合理、引压阀内漏、保温不合理、工艺条件变化和控制方案变更五个方面, 讨论了日常维护过程中仪表存在的各类问题, 客观地分析了问题产生的原因;通过采取相应的改进措施, 使装置运行更加平稳。从伴热、选型、问题分析和工艺控制等方面, 对后续仪表维护工作提出了改进意见。
中国石油化工股份有限公司济南分公司润滑油部共有6套装置, 分别为:350kt/a糠醛精制装置 (简称糠醛装置) , 300kt/a润滑油加氢装置, 280kt/a酮苯脱蜡脱油装置 (简称大酮苯装置) , 160kt/a油白土补充精制装置 (简称白土装置) , 100kt/a抽出油酮苯脱蜡装置 (简称小酮苯装置) , 70kt/a填充油装置。主要产品有重质基础油、全精炼石蜡和环保型芳烃橡胶填充油。
1、仪表构成及故障分布现状:
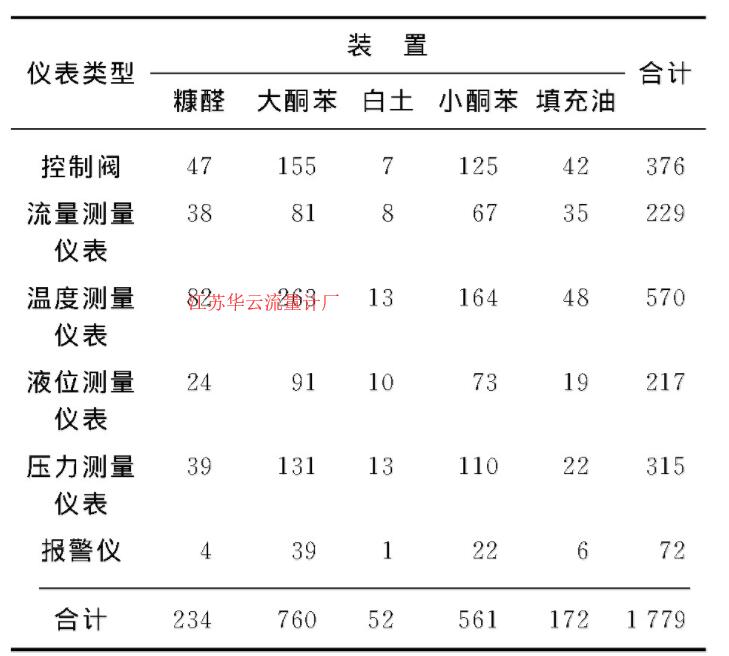
山东联友石化工程有限公司负责除300kt/a润滑油加氢装置外的其他5套装置的日常仪表维护工作, 润滑油5套装置仪表分布情况见表1所列。
表1 润滑油5套装置仪表分布情况
台

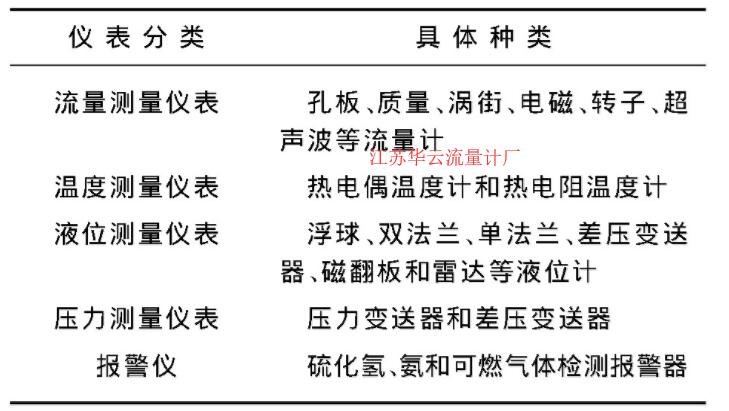
5套装置中的仪表以国产仪表为主, 具体种类见表2所列。
表2 润滑油5套装置中主要的仪表种类
2017年1~12月仪表故障分布情况, 分别如图1和图2所示。
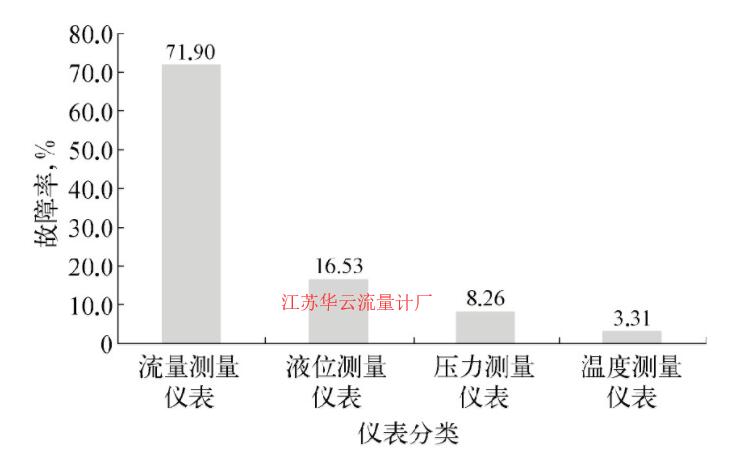
图1 润滑油5套装置仪表故障类别分布示意
如图1所示, 流量和液位测量仪表故障率之和达88%以上, 具体以孔板、涡街流量计和双法兰液位计居多;如图2所示, 冬季和夏季出现的仪表故障率偏高, 该情况与降雨和降温等外界环境因素有较大关系。
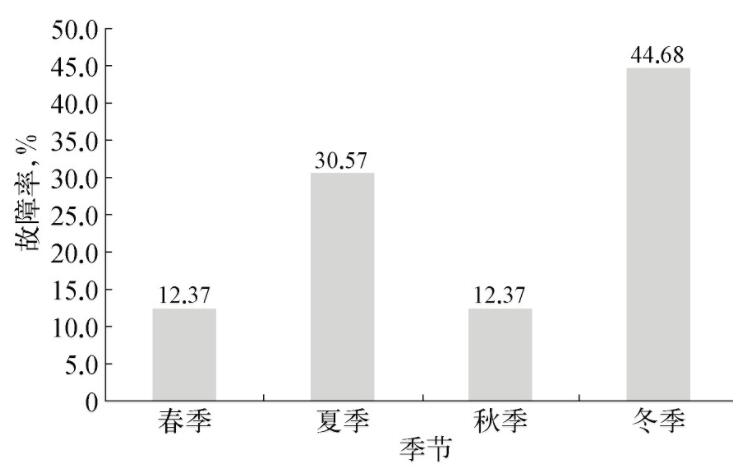
图2 润滑油5套装置仪表故障季节分布示意
2、仪表故障分析及解决措施:
2.1、选型不当对仪表指示的影响:
2.1.1、故障描述:
2017年7月, 小酮苯装置冷冻机排气压力指示波动, 导致气油压差高报引起联锁停机;8月, 在装置运行平稳的前提下, 大酮苯装置液环真空泵出口压力表出现大幅波动;填充油装置自6月开工后, 脱水塔进料涡街流量计始终处于波动状态;填充油装置废液汽提塔真空度达到或超过75kPa时, 双法兰液位计指示出现严重失真。
2.1.2、故障原因分析:
小酮苯装置冷冻机与大酮苯装置液环真空泵出口压力表由同一厂家生产, 抗震性能较差, 且均与设备本体连接, 设备长期运转震动, 导致仪表内部零件松动、指示失灵;脱水塔进料涡街流量计管径为DN25, 实际流量小于规范要求的控制范围;由于填充油装置废液汽提塔操作条件为真空度75kPa, 因而超过了双法兰液位计的准确测量区间, 导致双法兰液位计指示出现严重失真。
2.1.3、解决措施:
冷冻机出口压力表涉及联锁, 为保证生产运行稳定, 维护人员将其整体更换为抗震表;液环真空泵危险性较小, 对出口问题压力表进行了拆回校验, 重新安装时采用软管引出连接, 实现了与设备本体的分离设置, 将问题彻底解决;利用检修机会, 将脱水塔进料涡街流量计更换为内藏孔板式流量计, 使其选型与被测介质实际流量相适应;在满足产品质量要求的前提下, 适当降低了填充油装置废液汽提塔的真空度, 使工艺操作条件与双法兰液位计的测量区间吻合, 必要时可更换仪表。
2.2、乙二醇隔断阀内漏对仪表指示的影响:
2.2.1、故障描述:
2017年10月, 小酮苯装置部分孔板流量计出现指示偏差的频次明显多于往常。
2.2.2、故障原因分析:
检查发现, 工艺管线中与孔板流量计相连的乙二醇隔断阀存在内漏, 导致压差失真, 出现测量偏差。
2.2.3、解决措施:
更换了存在内漏的乙二醇隔断阀, 将引压管线内的介质置换干净, 保证了乙二醇隔断阀和引压管线均处于良好状态。
2.3、保温不合理对仪表指示的影响:
2.3.1、故障描述:
2017年4月, 大酮苯装置2台孔板流量计频繁出现假指示, 该装置蜡回收系统各塔液面波动较大。
2.3.2、故障原因分析:
2台孔板流量计测量的介质接近纯蜡, 介质凝点高, 隔离液罐采用自伴热方式, 在现场保温时将隔离液罐与工艺管线分开实施保温, 导致热量无法传递, 影响了前后压力的测量;蜡回收系统各塔的液位测量影响是从前往后的, 各塔在检修中均更换了浮球液位计, 判断该现象的发生与液位计重锤的设置和保温的施工有关联。
2.3.3、解决措施:
对孔板流量计引出部位重新进行了保温, 将隔离液罐与附近的工艺管线保温在一起, 使隔离液罐充分利用工艺管线的热量达到伴热效果;优化了蜡回收二次塔浮球液位计重锤, 减小其波动幅度, 调整了影响汽提塔浮球外杆活动的保温铝皮, 使液位控制恢复正常。
2.4、工艺条件变化对仪表指示的影响:
2.4.1、故障描述:
2017年4月, 糠醛装置开工后, 醛水分离罐的醛格醛水界面多次出现测量不准确情况;大酮苯装置二次稀释表由转子流量计改为孔板流量计后, 改善效果不明显, 仍需要间断开启乙二醇泵疏通引压管线;11月初, 糠醛装置一效蒸发塔顶压力波动, 检查发现是引压管堵塞。
2.4.2、原因分析:
糠醛装置开工后, 需处理停工期间产生的醛油水混合物, 醛水分离罐内的物料组成与正常生产时差别较大, 影响了仪表的测量和指示;大酮苯装置二次稀释介质为经套管结晶器冷却后的蜡下油液, 其在冷却过程中容易结蜡, 随着运行时间的延长, 套管结晶器和二次稀释控制阀之间管线内的压力会逐步降低, 当低于0.8MPa时, 孔板流量计指示值便会出现明显波动;糠醛在特定条件下易氧化结焦, 造成管路堵塞。
2.4.3、解决措施:
在不影响正常生产的前提下, 用***短的时间对停工期间产生的醛油水混合物进行处理, 并加强醛水界面的现场监控, 待处理完毕后再讨论仪表故障产生的原因。正常运行时, 要保证套管结晶器与二次稀释控制阀之间的压力在0.8~1.3MPa, 在压力指示值降至0.8MPa前, 及时采用高压纯溶剂进行冲化处理;疏通引压管线, 逐一排查类似仪表。
2.5、控制方案变更对仪表指示的影响:
2.5.1、故障描述:
2017年4月, 大酮苯装置开工后, 该装置蜡下油回收系统二次蒸发塔液面波动幅度偏大。
2.5.2、故障原因分析:
蜡下油回收有3股来料在孔板流量计前汇合, 由控制阀控制主来料的变化, 实现总进料的稳定;检修期间, 为保证孔板流量计测量准确, 按照安装规范将其从控制阀后移位至控制阀前, 实现了主来料的单独准确测量和控制, 与此同时却无法实现对另外2股间断进料的控制, 从而造成总进料的不稳定, 导致后续流程中各塔液面的大幅波动。
2.5.3、解决措施:
将蜡下油回收一、二次塔的控制方案由出料控制改为进料控制, 通过观察主来料罐的液位变化, 调整二次塔底出料的流量, 从而实现一、二次塔液面的稳定控制。
3、结束语:
通过上述一系列措施的实施, 相应问题均得以解决, 装置运行更加平稳。在润滑油5套装置仪表维护过程中, 需要注意以下问题:
1) 润滑油生产涉及蜡油, 仪表的伴热或自伴热需要保持良好的状态, 保温情况应定期检查和修补。
2) 润滑油生产涉及糠醛、丁酮和甲苯等众多溶剂, 仪表的选型需要考虑腐蚀和结焦等因素的影响。
3) 对季节性或阶段性集中出现的问题需要深入探讨, 找准根源进行处理, 避免出现系统性问题。
4) 仪表的维护需要特别关注工艺操作条件变化和控制方案变更对其产生的影响。
