

液位计控制系统 砂浆污水站自动控制系统设计
引言:
自动化技术在不同的行业中发挥着越来越重要的作用。环保工程也越来越注重先进自动化控制技术的应用。尤其在工业污水的处理过程中, 污水来源的不稳定性以及成分的复杂性, 对整个工业污水的处理工艺和控制方式提出了非常高的标准。安钢集团永通铸管有限公司 (以下简称永通铸管) 因生产需要新建日处理量为12 500 t的砂浆污水处理站。文中针对永通铸管提出的要求, 对此次新建污水站的控制系统做出系统性设计。
污水处理工艺过程中存在频繁的设备起停, 相关设备之间的运行条件, 故障状态需要及时掌握, 因此在构建整个污水处理系统应采用集中管理, 分散控制结合的综合控制系统, 以便于整个处理系统过程控制、流程监控、设备状态监控以及故障报警。
由于安钢厂区规模大, 控制系统采用PLC作为主要控制元件, 监控端采用上位机加组态软件完整整个系统的集中管理。网络结构采用工业以太网, 使用光纤作为主要信号传输介质, 实现各级设备间的数据交换及共享。
1、供电系统:
永通公司污水站整体运行功率接近1 000kW/h。但由于厂区跨度大, 采用分散控制结构, 因此各分站对应的供电压力减少。新老车间采用车间供电系统, 污水站需要新建供电系统。供电采用两条800 k W油变0.6 kV进线。进线柜为1用1备, 以便在供电发生故障或者设备检修时, 可通过开关切换完成对处理系统的供电, 避免处理系统停摆造成的影响。
进线柜和配电柜均采用GGD配电柜体制作, 每个独立的配电柜需要通过母排另外配置独立的进线总断路器, 方便配电控制柜检修维护。断路器切断的同时不会影响其他配电控制柜内器件的运行。
2、控制系统:
控制系统主要包括上位机1台以及PLC控制站3个。PLC控制站主要位于新老车间各1个, 污水站区1个。PLC采用西门子S7-300系列中型PLC。上位机采用西门子WinCC组态软件。
上下位机之间采用工业以太网结构传输。协议采用Profinet, 非Profibus。其实两种都是西门子产品在工业现场使用***多的总线控制结构, 但是Profibus是基于485的通讯基础, 并非真正的以太网结构, 两者就通讯速率比较没有可比性。为了能够更好实现控制方式以及今后的升级需要, 所以采用Profinet通讯协议。见控制系统拓扑结构图1。
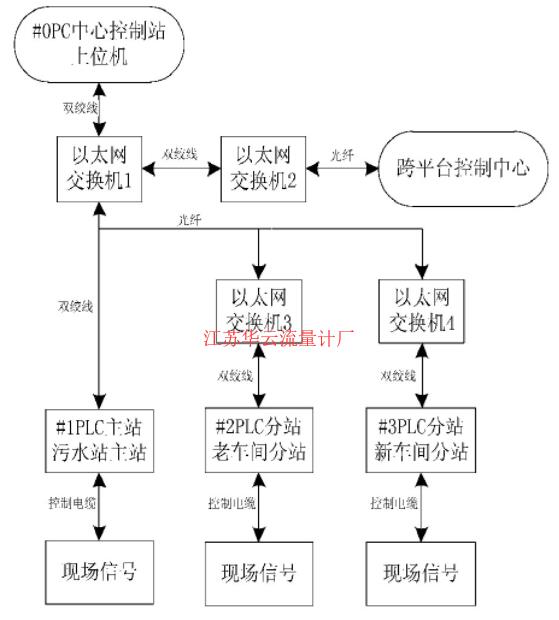

图1 控制系统拓扑结构图
双绞线根据传输速率分为三类:10 M, 100 M和1 000 M。按照文献
另外, 污水站控制系统要求纳入厂内DCS集中管理。考虑到系统传输距离以及网络独立性, 额外增加一台带光纤接口的交换机。因此永通公司污水站工业以太网由4个以太网交换机构成, 实现污水站的集中管理和分散操作。
3、PLC主站及分站:
**新老车间分别设置一套用于污水收集的控制分站, 污水站为主站, 主要功能将由新老车间收集而来的污水进行集中处理。设置分站的主要目的由于厂区跨度太大, 分散控制可以避免从主站铺设大量的控制电缆、动力电缆以及管廊桥架, 不仅大大减少投资成本, 也减少今后的维护难度和成本。
主站和分站分别选用西门子公司过程控制器S7-300中的CPU315和分布式I/O设备ET200M组成, 模块化的安装结构、很容易实现分布式的配置, 并且电磁兼容性强、抗震动、抗冲击、扩展性强、通讯结构功能完善。主站由电源模块PS307、中央处理单元CPU315、模拟量模块SM331、数字量输入模块SM321、数字量输出模块SM322组成, 分站只需要由接口模块IM153, 及模拟量和数字量模块组成。
永通公司主要产生砂浆废水, 为避免管道淤积堵塞, 处理系统中不设置阀门及管道流量计。自动控制状态下主要设备的起停都是通过对水池液位的监控来完成。液位计采用E+H的超声波液位计, 该液位计接线方式为两线制4~20 m A电流型。模拟量信号不需要隔离, 直接接入模拟量输入模块即可。
I/O信号需要采用隔离操作, 因此数字量信号在进出PLC之前都应采用中间继电器隔离。
由于车间面积很大, 即便设置了分站, 部分设备和分站机柜之间的距离相差也非常大。如现场的控制信号采用直流驱动, 长距离传输很容易产生压降。长时间使用会影响中间继电器线圈的寿命, 减少继电器吸合的可靠性。因此输入继电器采用交流24 V驱动, 交流电在传输过程中, 电压受线损的影响会小的多, 只需要配置一个可以产生交流24 V的控制变压器, 进入PLC输入口的信号还是采用直流24 V。输出中间继电器, 由于线圈部分直接通过PLC输出口操作, 可以采用直流24 V驱动, 再通过触点闭合完成对外部的元件驱动。
信号控制方式图 (图2) 显示了主站和分站信号控制的组成方式。
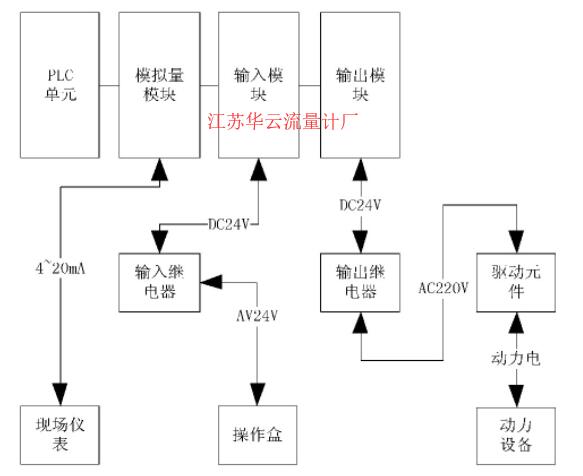
图2 信号控制方式图
驱动元件需要根据动力设备的使用功率选择。尤其污水处理工艺中会涉及到大量电机的频繁启停。当大功率电机启动时, 尤其是采取直接启动时, 轻载时冲击电流约为运行电流的3~5倍, 重载时会是5~7倍。这时可以采用软启动器、变频器或者星三角降压启动等。
污水处理工艺中, 设备和控制柜之间的距离往往会非常大。星三角的接线方式只适用于短距离的安装条件。因此污水站控制主要采用软启动和变频启动方式。
软启动器的特点是降压限流启动, 当达到工作频率后并靠旁路接触器接通来维持运行, 退出对电机的保护功能, 更不能对电机进行调速等功能。变频启动具有软启动的所有功能, 并且可以设置对电机更具有针对性的保护条件。通常22 k W以下都可以采用直接启动的方式。
4、液位控制流程:
4.1、废水收集池:
**新老车间废水收集池共8个, 每个收集池配置一套超声波液位计和一台提升泵, 搅拌机数量根据池子大小配置, 8个收集池共11台搅拌机。当池子的高液位达到液位计设定值时, 提升泵开始工作, 对外进行排水, 直至液位降至液位计低液位设定值, 提升泵停止工作, 各收集池重新开始收集车间废水。
各池子中的搅拌器和提升泵均为闭环控制。用户可根据池内液位的高低, 设定搅拌机启动条件。当搅拌机桨叶高于液面时, 搅拌机停止工作。用户可以设定搅拌机的启动时间和运行时间, 也可以根据实际情况手动操作搅拌机。闭环控制如废水收集池控制流程图 (图3) 。
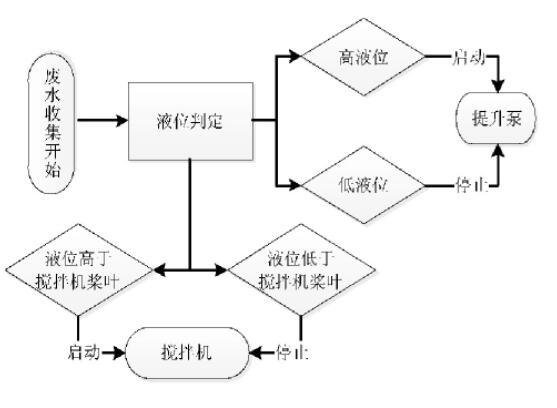
图3 废水收集池控制流程图
4.2、搅拌调节池:
调节搅拌池主要由4台搅拌刮泥机和2套加药装置组成。搅拌机可手动操作也可自动操作。手动操作可通过控制系统选择启动停止。也可以根据实际情况, 根据时间设定先后顺序启动。
每套加药装置配备两台加药泵, 加药泵为1用1备用, 可通过控制系统设定时间自动切换, 也可手动对加药泵进行选择 (检修维护用) 。每个加药罐配备液位计和, 对罐体内液位进行实时监控, 当罐内液位过低时, 加药泵停止工作。为确保药剂一直处于备用状态, 只有当加药罐搅拌机运行参数设定后, 才能激活加药泵的运行。
在自动控制下, 当收集池提升泵启动时, 调节池内的搅拌机开始工作, 同样可以对搅拌机进行选择启动, 或设定时间先后顺序启动。
当设定控制系统设定好的搅拌机完全启动后, 加药泵开始工作。流程如搅拌调节池控制流程图 (图4) 。
4.3、混凝反应A/B池:
混凝反应A/B池内各安装1台搅拌机, 5套加药装置, 3台污水提升泵, 1套液位计监测装置和1套手拉葫芦式龙门吊组成。3台污水提升泵分别对3个分离池供水。用户可通过控制系统选择分离池进行操作。搅拌机和加药装置设置与调节池一致。
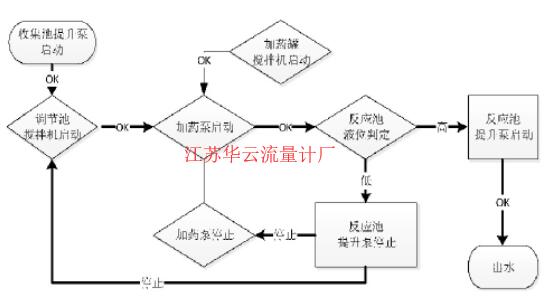
图4 搅拌调节池控制流程图
液位计检测反应池的液位, 便于控制提升泵及时将多余的废水排出反应池, 确保反应池内药剂和废水的动态平衡。及时的液位监控有利于减少控制系统的能源消耗和药剂的浪费。
反应池闭环控制如反应池控制流程图 (图5) 。
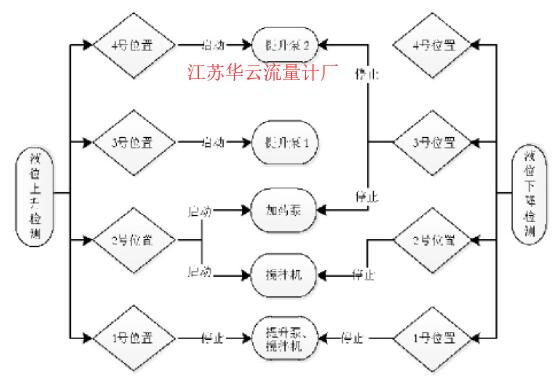
图5 反应池控制流程图
反应池和调节池相通, 因此调节搅拌池内的处理装置同样受反应池液位计的控制。
4.4、泥水分离池装置:
泥水分离池共3个, 配置为2用1备。各分离池分别配置1台搅拌机、1台刮泥机和1台渣浆泵。搅拌机和刮泥机可通过控制系统设定搅拌时间或定时搅拌。渣浆泵可手动操作, 也可以根据反应池对应的提升泵的运行时间来调整启动。
泥水分离需要足够的停留时间, 延长渣浆泵的启动时间可以有效减少排出污泥中的含水率, 因此渣浆泵的启动可根据对应的提升泵来设定调整启动和关闭的时间。
渣浆泵控制流程如分离池控制流程图 (图6) 。
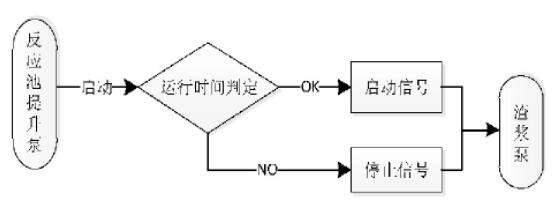
图6 分离池控制流程图
4.5、污泥调质A/B池:
污泥调A/B池由1套加药装置、2台搅拌机、3台污泥泵组成以及1套超声波液位计装置。搅拌机和加药装置的设置与调节池一致。
污泥泵为2用1备用, 可手动运行, 也可以根据污泥池液位自动选择操作。控制流程见调质池控制流程图 (图7) 。
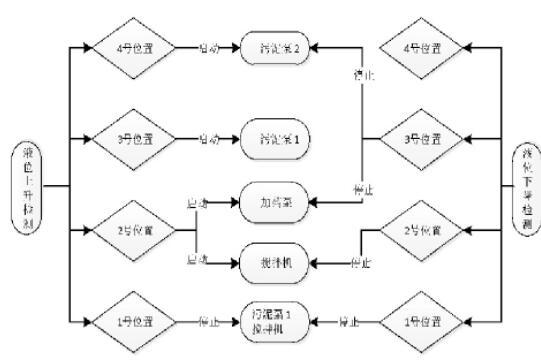
图7 调质池控制流程图
4.6、清水池:
清水池配置3台清水回用泵和1套超声波液位计装置、清水回用泵2用1备用, 每天交换其中的1台。
当清水池液位达到清水回用液位条件时, 同时打开2台清水回用泵, 快速将过多的清水消耗在反冲洗管路中, 当水位低于反冲洗液位时, 回用泵停止运行。控制流程见清水池控制流程图 (图8) 。
4.7、地表水收集池:
地表水收集池配置1台搅拌机, 1台排水泵以及1套超声波液位计装置。
搅拌机和排水泵受液位计液位设定控制。控制流程见地表水收集池控制流程图 (图9) 。
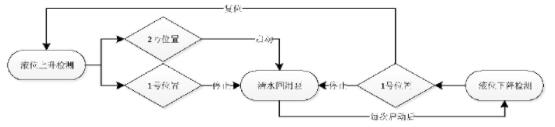
图8 清水池控制流程图
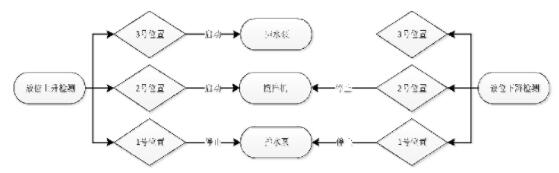
图9 地表水收集池控制流程图
5、上位机软:
上位机采用西门子wincc组态软件, 软件功能包括:处理过程自动控制、水位实施监视、设备故障显示报警、联锁保护功能等等, 这些功能能提高整个污水站的处理效率, 减少操作人员工作强度, 提高企业管理效率, 从而减少企业在环保工程上的运行成本。
上位机软件配置动态工艺流程图, 流程图可在计算机屏幕上实时显示同场设备的运行状态、重要工艺参数的变化情况以及仪表实时数据。操作人员可以很方便的利用鼠标键盘对设备运行状态进行变更和干预。
实时监控的数据会根据时间顺序存入历史数据库, 可以做到有据可查, 责任到人。
设备分两级操作方式。一级控制主要通过软件集中监控, 不同用户等级可操作的设备数量是受限的。二级控制通过现场操作盒完成, 操作盒设置手动和远程选择开关, 选择手动时, 可就地对设备进行手动操作。一级操作可根据不同的用户等级限制二级操作。手动操作是时自动控制的补充, 并非主要的控制方式。
当设备出现故障报警时, 系统会显示报警画面, 来提示操作人员对故障进行处理。报警窗口分为两部分:当前报警和历史报警。当前报警会显示目前存在的报警, 已处理的报警消失后和它相关的报警信息都会从当前报警中消失;历史报警不仅显示目前存在的报警并且报警得到处理后其相关的报警信息仍可以显示和查询。
6、结语:
该砂浆废水自控方案经实际证明, 运行稳定, 处理效果好。全程通过液位监控, 避免类似管道流量计出现堵塞影响运行的状况发生, 并且为今后砂浆废水的自控方案升级提供了相应的参考参数。
