

结晶器涡流液位计-常见问题与故障处理
就结晶器涡流液位检控系统较放射源液位检测更易出现波动, 从而导致质量缺陷的现象, 从涡流液位检控系统的组成和工作原理着手, 对涡流系统日常运行中的常见故障进行分析诊断, 并提出解决对策。
结晶器液位控制系统, 是现代高效连铸机必不可少的设备。常见的几种液位测量方法中, 电涡流液位计以其检测精准、不受保护渣影响、不需要放射源诸多繁琐复杂的安全管理、人员防护等优点, 得到了用户的普遍欢迎[1]。
1、涡流液位计的组成:
电涡流液位计根据安装方式主要分2种:悬挂 (外置) 式、嵌入 (内置) 式。这里主要介绍悬挂式电涡流液位计, 它主要由涡流传感器、悬挂式机械臂、信号处理二次仪表以及各单元之间的连接电缆、附属的标定装置等组成。受电涡流工作原理的限制, 涡流液位计对结晶器内钢水液位的检测范围一般在0~100 mm (0~100%) [2]。
标定装置是用来对涡流液位计进行快速标定的, 经过标定的涡流系统才能将钢水液位准确检测出来并送至塞棒PLC控制使用。而一个可以自动、快速、准确地完成这一任务的标定装置, 对涡流系统的维护是非常有利的[3,4,5]。
2、涡流液位控制系统组成:
主要由涡流液位检测、PLC控制和电动缸执行机构3大核心部分构成, 其中任何一个部分工作异常都会导致液位检控系统失稳, 且导致的情况往往会比较严重。另外, 系统外的一些因素, 如拉矫机、引锭杆、钢水流动性、结瘤冲刷等, 也会对液位检控系统造成扰动冲击, 造成液面波动。
从本质上说, 结晶器液面波动就是进出结晶器的钢水量没有达到平衡, 即进入结晶器的钢水量≠离开结晶器的钢水量。前者取决于塞棒开度、钢水流动性等;后者则主要由拉速决定。无论哪种波动, 只要抓住波动的本质, 结合设备、生产的特点, 就不难从繁多的现象中, 找到波动产生的原因, 进而找到解决办法。
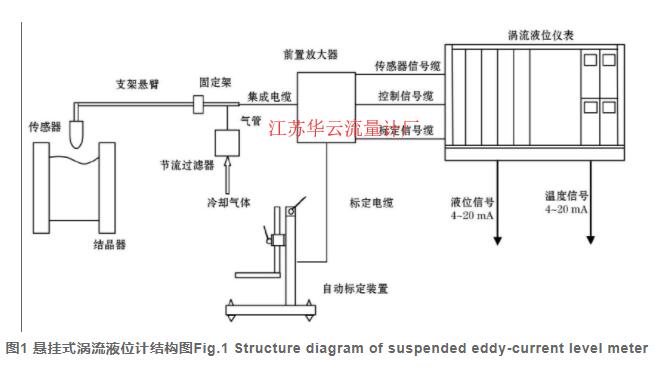

图1 悬挂式涡流液位计结构图Fig.1 Structure diagram of suspended eddy-current level meter
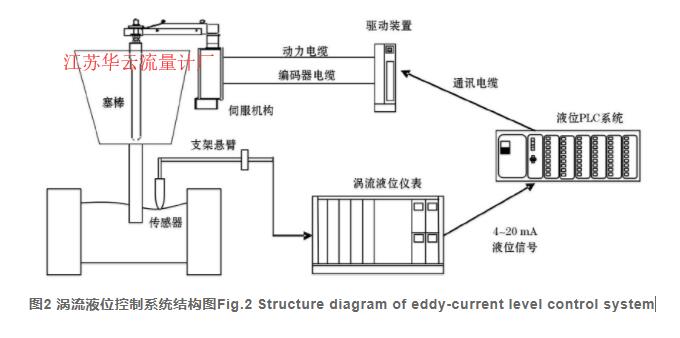
图2 涡流液位控制系统结构图Fig.2 Structure diagram of eddy-current level control system
3、常见故障分析:
下面介绍几种常见的液面波动 (见图3) 。
3.1、波动1:
曲线特征:平稳的液位曲线突然有单个上升的尖刺脉冲, 脉冲持续时间很短, 严重时脉冲间会产生叠加;此时如转手动控制, 会看到液位曲线有明显的尖刺, 实际液位不可能如此。
分析:强电磁干扰窜入系统。
对策: (1) 由于涡流传感器的输出信号很弱, 在经电缆传输到二次仪表环节, 如保护不好, 外界强电磁干扰信号就很容易进来。因此对这部分连接电缆的电磁屏蔽要求较高:可以使用同轴或专用带屏蔽双绞线电缆;且必须全程金属管屏蔽, 不得有电缆直接裸露。
(2) 对涡流二次仪表的接地。建议不要和可能有较大泄漏电流的地连在一起, 应接仪表地。
(3) 对涡流二次仪表周边的大功率用电设备 (如结晶器电磁搅拌) , 严格按规范接地;生产间隙安排对涡流液位计做电磁搅拌冲击实验, 看大功率用电设备启停对结晶器检控系统是否存在影响。
(4) 如在生产过程中突然出现检测异常, 作为应急处理可尝试更换涡流电缆、传感器等设备。
3.2、波动2:
曲线特征:塞棒开度起起落落, 拉浇过程中伴随钢水冲刷, 瞬时塞棒位置有台阶状下降。
分析:主要由钢水特性导致, 持续发生结瘤、冲刷。这是生产过程引起的波动, 控制系统对它只能削弱, 仅靠液位系统难以彻底根除。
对策:从炼钢到连铸, 优化生产过程控制, 提高钢水质量;另外, 可结合塞棒吹氩等手段, 减轻结瘤影响;对结瘤严重的, 必要时人工干预, 避免事故发生。
3.3、波动3:
曲线特征:液位有规律的波浪状持续波动, 幅度、周期较稳定, 类似正弦波;严重时波动会发散, 幅度越来越大, 直至失控。
分析:如果不是连铸机辊列引起的液面周期性波动, 问题多出在执行部分, 如塞棒机构偏紧、运动有间隙等。
对策:塞棒机构离线准备时重点检查机构动作是否轻松自如;电动缸安装是否竖直、紧固;尤其机构、横臂、塞棒的连接不能有间隙。
如果是持续波动且无明显规律的, 则可能涡流传感器 (含机械手内部电缆) 有问题。生产应急处理时可尝试更换涡流传感器后部电缆;如无效再更换机械手、涡流探头。
3.4、波动4:
现象:连铸冷启动拉浇, 带着引锭杆时波动较大, 脱完引锭后正常。
分析:此种情况多为使用柔性引锭杆导致, 由于引锭杆关节节距与辊列辊距的不匹配, 或因引锭杆关节之间存在间隙, 因此会造成额外的波动。
对策:对柔性引锭杆, 做好维护保养, 控制好关节间隙。
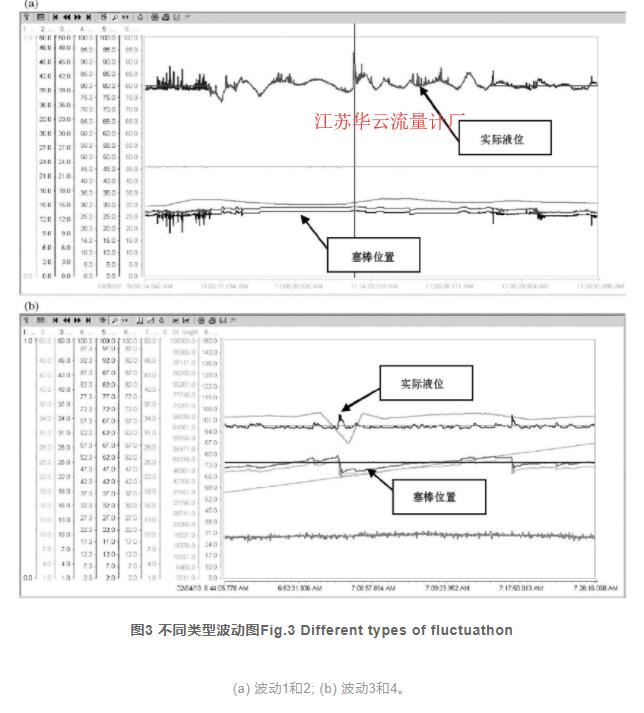
图3 不同类型波动图Fig.3 Different types of fluctuathon
(a) 波动1和2; (b) 波动3和4。
3.5、综合分析:
从以上几种情况可以知道:涡流液位计的稳定可靠是整个液位系统正常工作的前提。由于涡流传感器输出信号较弱, 如果后续传输环节电磁屏蔽、接地等防护措施不到位, 干扰就很容易进入系统;而这些干扰信号很难用常规仪器发现, 导致故障排查缺乏有效手段, 容易被动。因此建议在涡流仪表日常维护中, 做好以下几点:
(1) 涡流液位计要模块化, 无论传感器、机械手, 还是电缆、二次仪表, 都要能快速更换, 这点在应急处理时尤为关键。
(2) 在生产间隙, 组织进行涡流检测的电磁搅拌冲击测试:对标定好的涡流液位计, 将标定板放在常用液位的位置, 保持静止不动, 通过开启、关闭电磁搅拌设备, 比较涡流检测曲线前后的变化。一般来说启停瞬时, 液位变化不超过2mm;电磁搅拌持续工作时, 液位波动不超过0.5mm, 是可以接受的。
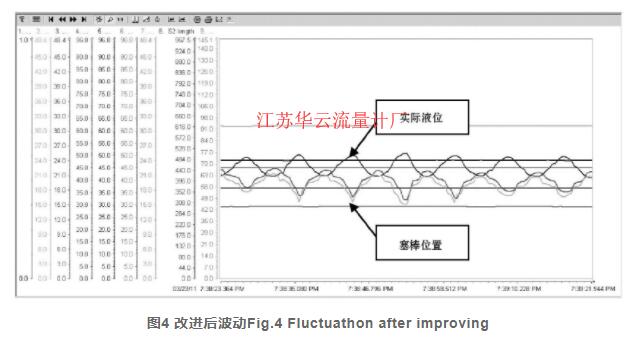
图4 改进后波动Fig.4 Fluctuathon after improving
(3) 对生产过程中突发的持续波动, 如一时难以判断, 可短时转手动控制, 分别保持液位平稳、高液位和低液位三种情况, 对比电脑上相应的液位曲线是否与之吻合, 可快速对涡流检测有个初步判断。
4、结论:
(1) 结晶器液位波动, 涉及到设备、生产工艺等多个专业, 任何一个环节的问题都有可能导致液位不稳;
(2) 对于结晶器涡流检控系统来说, 涡流检测的稳定是位的。
(3) 只要维护好涡流检测系统, 精心设计、高标准施工, 严格做好电磁屏蔽、接地保护, 生产、设备多管齐下, 是可以做到涡流系统长期使用的稳定可靠的。
