摘 要: 通过厂家介绍质量流量计的工作原理,分析可能导致其测量不准的因素,针对介质原因导致质量流量计厂家测量不准的原因,提出相应的解决办法和整改措施。
0、前言: 质量流量计厂家
1、质量流量计厂家测量原理和结构:
截取一根支管,流体在其内以速度 v 从 A 端流向 B 端,将此管置于以角速度 ω 旋转的系统中。由于管内流体质点在轴向以速度 v,在径向以角速度 ω 运动,此时流体质点受到一个切向 Fc。这个力作用在测量管上,在作用点两边方向相反,大小相同,为:
Fc = 2ωvδm。Fc 就是科氏力 。质量流量计厂家是以科氏力为基础,传感器内部有两根平行 T 型振管,中部装有驱动线圈,两端装有拾振线圈,变送器提供激励电压加到驱动线圈上时,振动管作往复周期振动,流体介质流经传感器振动管,就会使振管上产生科氏力效应,使两根振管扭转振动,安装振管两端拾振线圈将产生相位不同两组信号,这两个信号差与流经传感器流体质量流量成比例关系。通过测量并计算这两个信号差就可以得到质量流量。
2、影响质量流量计厂家测量的因素:
影响质量流量计厂家测量的因素有很多,如仪表的基本误差,零点稳定度、重复性误差,这些误差可以从质量流量计厂家的设计和制造方面来修正。质量流量计厂家在安装和使用过程中也会产生一定的误差,如周围环境强烈的机械振动,液体介质夹气,流量计不满管等,都会影响质量流量计厂家的测量。
从质量流量计厂家的工作原理可知,它是基于振动的原理进行测量的仪表,而外界的机械振动所产生的谐振波势必会干扰仪表自有的振幅和频率,影响测量精度。因此在初期应规范仪表的安装,尽量避免有机械振动的地方,远离泵房、机组等振动源。安装时采用无应力安装,流量计前后直管段应安装固定支架。
机械振动的因素通过规范安装是可以避免的,但在实际生产中,由于工艺介质的因素导致质量流量计厂家测量不准的现象时有发生。以下结合中海油惠州炼化 228 单元汽车装车质量流量计厂家的使用情况,分析介质因素对质量流量计厂家测量的影响。
3、系统集成及数据采集方案:
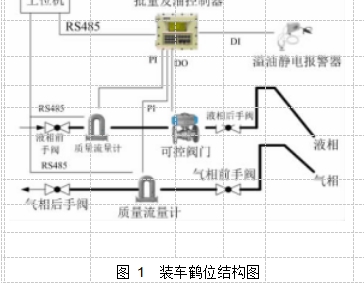
228 单元液化气汽车装车鹤位构成如图 1,液化气自灌区来,经过两台泵加压,输送至距灌区 600 m远的 228 单元 6 个液化气装车鹤位。装车过程为:
液化气由液相管线经流量计计量后输送至汽车槽车内,在开始装车后前 3 min,批量发油控制器( 批控器) 控制液相调节阀在 50% 开度,3 min 后阀门全开。由于槽车初始压力低,液化气在进入槽车后有气化现象,槽车内气相由气相线经气相质量流量计厂家计量后返回装置。
图 1 装车鹤位结构图
数据采集方案为: 质量流量计厂家发出两路信号,频率信号至批控器,通过 RS485 通讯至上位机,批控器在判断实际装车量与预装车辆一致后关闭调节阀,停止装车。上位机在接收到装车停止信号后,通过采集到的液相质量流量计厂家的后表值( 装车停止后流量计数据) 减去前表值( 装车前流量计数据) ,即为液相量。气相质量流量计厂家的后表值( 装车停止后流量计数据) 减去前表值( 装车前流量计数据) 为槽车排出气相量,所以槽车实际液相计量为液相量减去槽车排出气相量。槽车在出厂时再经过地磅复检,流量计计量与地磅计量偏差在 100 kg 内即认为流量计计量准确可靠。
4、故障现象及原因分析:
在实际装车过程中,流量计一般都能够的计量,与地磅计量值误差一般≤60 kg,但据操作人员反映并查询上位机得知,流量计计量在某些情况下少计量,与地磅偏差甚至达到 1 000 kg。维护人员对质量流量计厂家进行了检查和标定,发现仪表周围无振动源,仪表前后直管段均有支架支撑,排除了机械振动的因素。技术人员判断流量计硬件无故障。
4.1、故障现象 :
由于偏差大的情况会不定时出现,维护人员进行了跟车观察并实时记录数据的工作。通过两周的连续观察发现: 每当液相流量计出现 A102 报警的时候,流量计装车计量就会出现偏差,并且报警持续的时间越短,偏差就越小; 时间越长,偏差就越大; 没有报警的情况,流量计装车计量没有偏差。部分记录数据如表 1 所示。
表 1
实时数据记录
液相前表值
液相后表值
计量
报警
气相前表值
气相后表值
计量
报警
地磅计量 实装计量 偏差
报警时间
kg
kg
kg
kg
kg
min
14735556
14755587
20 031
无
163034
163070
36
无
20 000
19 995
- 5
0
14755587
14780170
24 583
无
163070
163150
80
无
24 520
24 503
- 17
0
14780170
14804581
24 411
A102
163150
163556
406
无
24 720
24 005
- 715
30
14804581
14829507
24 926
A102
163976
164396
420
无
25 180
24 505
- 675
25
14925817
14950190
24 373
A102
162577
165668
391
无
24 620
23 982
- 638
21
14950190
14970123
19 933
A102
165668
166076
408
无
20 060
19 525
- 535
18
14970123
14994788
24 665
无
166076
166335
259
无
24 440
24 406
- 34
0
15066752
15091437
24 685
无
166667
166846
179
无
24 505
24 480
25
0
15091437
15116080
24 643
无
166846
167087
241
无
24 423
24 403
- 20
0
4.2 、原因分析 :
通过综合判断,流量计出现 A102 报警是导致流量计测量不准的主要原因。查询资料得知 A102报警代表流量计驱动增益超限,而驱动增益超限往往是液相带气引起的。并且在出现 A102 报警时,变送器显示介质密度异常,变送器正常测量液化气密度为 523 kg /m3 ,在出现报警时显示密度 200 ~300 kg /m3 波动,直至报警消失时,密度显示正常。
据此判断液化气介质夹气是造成质量流量计厂家测量不准的主要原因。而造成介质夹气的原因是气蚀,而气蚀恰恰会导致质量流量计厂家测量不准。
气蚀是指液体在一定温度下低于该介质的饱和蒸气压而产生气化的现象。液化气在流量计内发生气蚀时,液化气由液相变成气相,体积急剧增大,气蚀形成的气泡破裂后形成强大的冲击力作用在测量管上,造成测量管异常振动。质量流量计厂家是基于振动原理进行测量的仪表,这种异常振动导致了流量计测量不准,甚至不能正常工作。气蚀不仅造成测量管异常振动,气泡破裂形成的冲击波还会造成测量管疲劳而损坏。气蚀形成的气泡还会导致流量计测量管不满管,而质量流量计厂家只有在满管状态下才能正常工作,气蚀造成的不满管也会导致流量计不能正常测量。经现场观察并与工艺人员沟通,分析主要有设备因素和操作原因。
4. 2. 1、设备因素:
228 单元液化气装车是由产品罐区 2 台泵提供压力,经管道输送至 228 单元 6 个装车鹤位,距离约600 m,在车少的情况下开 1 台泵,3 台车以上开 2台泵。在跟车过程中发现,2 辆车同时装车,在开 1台泵的情况下,流量计没有出现 A102 报警,但 3 辆车或 3 辆以上同时装车时,液相就会出现带气现象,流量计出现 A102 报警。分析是由于动力泵功率小、数量少,管道输送距离远,输送过程中有压损导致液化气压力不足出现气化的现象。在南方夏季气温较高,输送管道长时间暴露在阳光下暴晒,介质温度升高,也有可能导致液化气气化现象的发生。
4. 2. 2、 操作原因:
如果正在装车时,又有车辆加入装车,也会导致液相流量计出现 A102 报警的发生。分析原因是新加入车辆槽车压力小,通常都在 0. 2 ~ 0. 4 MPa,而液化气在 20 ~ 30 ℃ 时饱和蒸气压是 0. 21 ~ 0. 38 MPa,降低了管网压力,液化气介质出现气蚀。
液相计量不准易造成装车不准,而实际计量是由液相计量值减去气相计量值,如果气相计量不准也会造成实际计量偏少。气相流量计测量不准是由于不满管引起流量计零漂造成的,原因是操作人员在装车结束后没有关闭气相后手阀,造成在没有开气相时,气相流量计已经开始计量,现场观察到零漂累积量可达到 160 kg,这样装车至少多装 160 kg。
5、改进措施:
针对上述因素,增加一台动力泵,提高介质压力,对输送管道包裹保温,减少环境温度对介质的影响。但考虑到成本因素,流量计组态内容中有一项开启“夹气处理”,实施后只能在介质带气时消除报警,对流量计测量不准的问题没有明显改观,因此主要从以下几条措施减小液化气介质带气对流量计测量的影响。5. 1、合理安排装车 :
5. 2、增加流量计后背压: c ,式中,p为流量计***小背压; p,***大流量时流量计压降; pc 液化气饱和蒸气压。在批控器里组态,增加液相调节阀小开度时间以增加背压,50% 开度时间由原来的 3 min 提高到10 min,同时关小液相后手阀的开度,以提高背压,待槽车内压力升高后,再全开液相后手阀。
5. 3 、防止低拉低管网压力情况: 5. 4、及时关闭气相后手阀:
5. 5、定期对流量计进行标零: 6、总结:
表 2 措施实施后部分跟踪数据
液相前表值
液相后表值
计量
报警
气相前表值
气相后表值
计量
报警
地磅计量 实装计量 偏差
报警时间
kg
kg
kg
kg
kg
min
18928428
18952878
24 466
A102
205214
205275
61
无
24 560
24 404
- 156
3
19074352
19099150
24 798
A102
205545
205841
296
无
24 580
24 503
- 77
2
19099150
19121310
22 160
无
205841
205999
157
无
22 060
22 002
- 58
0
19145084
19169748
24 664
无
206272
206533
260
无
24 400
24 403
3
0
19548870
19568878
20 008
无
208673
208673
0
无
20 040
20 008
- 32
0
0
24586
24 586
无
208673
208780
106
无
24 480
24 480
0
0
24578
47750
23 171
无
208780
208949
169
无
23 040
23 003
- 37
0
121431
145837
24 406
无
209317
209317
0
无
24 440
24 406
- 34
0
素还有很多,如介质压力过高。质量流量计厂家是在一定压力下标定的,通常是 0. 45MPa,而实际生产中往往高于标定压力,高时甚至达到 1. 0 MPa 以上。
压力高时,传感器测量管材质变硬,而测量管刚度的轻微变化会引起测量产生一个负向偏差,导致质量流量计测量不准。因此质量流量计厂家在使用过程中,特别是在故障处理中,要充分考虑介质状态的变化,与生产密切沟通,使工艺介质满足质量流量计厂家的使用条件,已达到质量流量计厂家正常测量的目的。