

涡轮流量计叶轮小孔加工、测量精度对动平衡的
[摘 要] 针对气体涡轮流量计叶轮动平衡对流量计的稳定性、工作寿命有较大影响的因素,对气体涡轮流量计的叶轮小孔径加工和测量精度进行了研究,并对影响动平衡的机理进行了分析。
气体涡轮流量计具有精度高、重复性好、结构简单、测量范围宽、体积小、重量轻、压力损失小、维修方便等优点,用于封闭管道中测量低粘度气体的体积流量和总量,在石油、化工、冶金、城市燃气管网等行业中具有广泛的使用价值。
随着工业生产自动化和能源输送管道化程度的提高,流量计的用量将更大、范围更广,影响更深远。流量计通常应用在贸易结算上,流量计的测量精度影响着供需双方的经济利益和社会效益。在研发气体涡轮流量计的实践中,针对叶轮动平衡对流量计的稳定性、工作寿命有较大影响的因素,对气体涡轮流量计的叶轮小孔径加工和测量精度进行了研究,并对影响动平衡的机理进行了分析。
1、 叶轮对流量计的影响:
叶轮是气体涡轮流量计重要的零件,它的动平衡是影响流量计的工作寿命和稳定性***主要的因素。
叶轮是个较复杂的零件,叶片形状的一致性、分度的准确性、安装孔的孔径及与端面的垂直度的加工精度都将对产品性能产生重要影响。铝合金叶轮的工艺也很复杂,材质软,切削量大,小孔加工,调头加工等,尤其是 6 以下的小孔加工,在很多国内厂家也是个难题。
2、安装孔直径的精度要求:
涡轮流量计叶轮的***高工作转速达 12500rpm,按标准 GB /T 9239 的规定,其平衡精度应符合陀螺仪标准为 G0. 4XE,考虑到当前的工艺水平,把动平衡精度要求下降三级到 G6. 3 级 ( 相当于对普通电机转子的要求) ,计算的等效质心偏移为 e = 5μm。
G6. 3 的含义是指重心 ( 质心) 许用线速度 Vzut=6. 3mm / s,当已知 n = 12500rpm,ω =2πn60= 1309rad / s,就可以用简单办法,求出重心许用偏移 e:e =Vzvtω= 6. 3 /1309mm≈5μm这 5μm 是总的要求,而由于叶轮与转轴不是整体结构,这比整体结构的电机转子、陀螺仪转子的平衡困难的多,因为,必须把这个值分配给:
( 2) 叶轮孔与平衡机轴的配合精度: 配合不好,就会加大重复性误差。
这样叶轮孔的孔径精度要达到 2μm 的要求。传统的加工工艺和检测手段,很难达到这个精度。但是,必须承认这个要求的根据是充分的,可以制定措施,分阶段缩小差距,把这个涡轮流量计***关键零件的***关键工艺解决。
3、安装孔与端面的垂直度的要求:
( 1) 以 DN80 叶轮 ( 涡轮) 为例当孔相对于端面偏斜 α 角,即叶轮的几何中心线O-O 相对实际旋转中心线 ( 旋转主轴 ) P-P 偏斜 α角。为了简化分析,我们假设轴 P-P 依然通过质心O,如图 1、图 2。
( 2) 旋转中心线 P-P 偏斜 α 角,即相当于叶轮沿X 轴倾斜 α 角,再绕 P-P 轴旋转。若将叶轮沿 X 轴分成左右两半,并基于计算机三维建模软件 Solid Works计算,得出半个叶轮的质心位置,如图 3。
即半个叶轮质心 A 或 B 距总质心 O 的距离为16mm。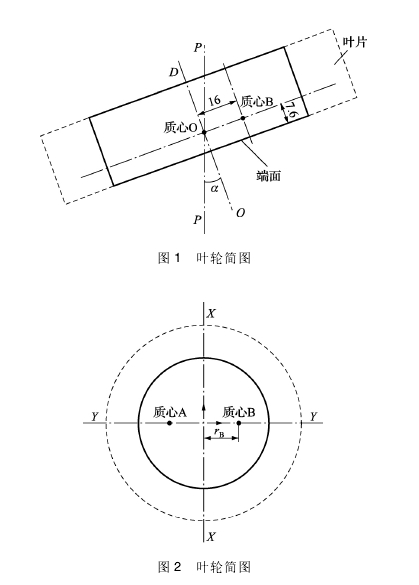

图 1 叶轮简图 图 2 叶轮简图
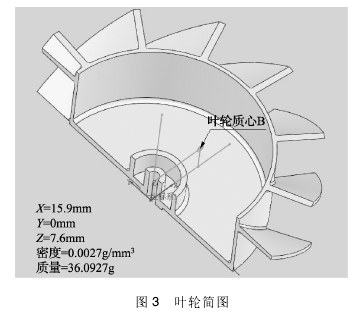
图 3 叶轮简图
( 3) 质心 B 的质量为 1 /2 叶轮的质量,即 mB=36g,计算叶轮按***高转速 12500rpm 运转时,质心 B的离心力:FB= mB× rB× ω2= 36g × 16mm x2 × π × 12500( )602( rad /s)2× 10- 6= 986N( 4) 求叶轮倾斜后,离心力 FB对 X 轴的转矩:由图 4 可知质心 B 在 P-P 轴上的截距为 LB,FB对 X 轴的转矩为:MB= FB× LB= FB× rB× sinα
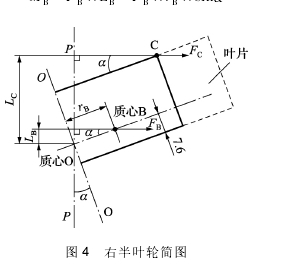
图 4 右半叶轮简图
( 6) 求出 mC,由离心力公式 FC= mC× rC× ω2,得到mC=FCrc× ω2=1024. 4 × sinα31 × 10- 3×2 × π × 12500( )602=1024. 4 × sinα53117. 6( kg)当 α = 0. 1°时mC=1024. 4 × sinα( )53117. 6kg =1024. 4 × sin0. 1( )53117. 6kg =3. 366 × 10- 5kg = 0. 03366g。
( 7) 求去重量控制在 10mg 以内时,允许的偏摆角度 α: 即: mC≤10 × 10- 6kg 时,求 α 角的允许范围。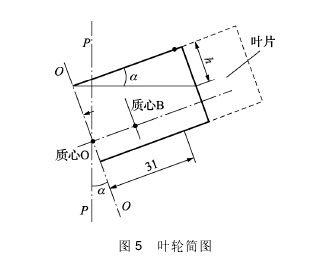
图 5 叶轮简图
由图 5 可知: mC=FCrC× ω2=1024. 4 × sinα53117. 6,得 α≤arcsin53117. 6 × 10- 61024. 4即: α≤0. 002971°则在绕着 X 轴偏 斜时,叶 轮 校 准 面 跳 动 量 为Hmm,由三角关系可得:H = 2h = 2 × 31mm × sin0. 029° = 0. 003mm即: H≤0. 0313mm
4、对小孔加工的工艺:
涡轮表口径 100 以下的叶轮安装孔,小于 6,孔径小而精度要求高,属于小孔加工特种工艺。
孔的加工方法很多,有激光、电火花、钻、挤、铰、镗、磨等等。就叶轮而言,首先是钻孔。普通的钻头由于精度低、强度差,无法保证对孔的孔径和偏斜的精度要求,很多工艺研究单位对钻头的形状和材质,做了很多改进。
① 使用普通结构的钻头,其切削刃的对称度要达到 0. 01mm 以下,需要在工具磨床上加工。
② 较复杂的结构是组合钻头,称为导孔钻头,把中心钻、钻孔、倒角组合在一起,减小了换刀引起的误差,前面有导引部分减小偏斜。
③ 用一种出水钻头,解决了钻小孔的排屑和冷却问题。
④ 为提高钻头的强度和寿命,精度要求高的小孔钻头采用整体硬质合金结构,有的再加 TIALN 涂层和 AQUA 镀层,不磨损,孔光滑。以上所谓特种钻头,现在市场上都可以解决。
( 2) 其他工艺
① 现在的加工方法是用普通钻头钻孔,再用机用铰刀铰孔,钻头强度差,孔的偏斜较大、机用铰刀不标准,孔径误差分散性较大。且铰孔是不能纠正偏斜的。
② 用钢球挤压,对钻孔余量要求高,同样不能纠正偏斜问题。
③ 用小镗刀镗孔,这应该是***好的工艺,小镗刀结构虽然复杂,但已可以方便地买到,和钻孔工艺一样,关键的问题是,要保证必要的切削速度,机床的转速必须在 10000rpm 以上。 ( 镗 1mm 的孔需要43000rpm) ,这是需要研究的关键问题。
( 3) 小孔的测量
① 现在现场使用的内径千分尺,分辨率为 1μm,6 以下不能测;
② 瑞士泰萨有测 6 以下的内径千分尺,分辨率也是 1μm;
③ 目前有的厂家使用塞规测量,误差 应 该在0. 01mm 以上,显然满足不了要求;④ 精密的小孔测量用气动量仪是比较好的,由于是非接触式,分辨率可达 0. 1μm。
5、结束语:
从上述实例分析中可以得出,对于叶轮小孔加工精度大多数仪表生产厂家误差是比较大,对气体涡轮流量计要达到高精度、长寿命,必须考虑到流量计个零件的加工精度,才能达到市场商业贸易计量的可靠性。
