

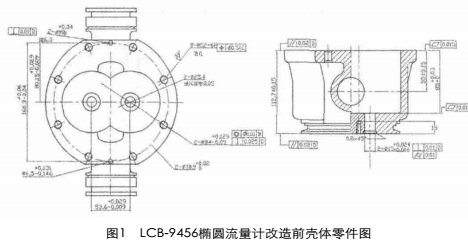
LCB-9456椭圆齿轮流量计壳体的改造及加工
摘 要:LCB-9456椭圆齿轮流量计整套工艺从美国引进,壳体、盖板零件属于316不锈钢铸造件,其铸造性能差,工艺复杂。目前国内铸造的铸件会不同程度地出现砂孔,如果在加工过程暴露出砂孔,壳体就会出现渗漏现象,使零件报废。本文主要针对此问题介绍该壳体零件的制造工艺的改造及数控加工解决办法。

壳体的整体加工思路是主要采用带刀库的加工中心,解决了壳体加工工序多、刀具种类多、换刀次数多和要在不同机床上才能完成的问题,先粗加工、消除内应力处理、再精加工,具体操作如下。
| 表1 | 刀具选择及切削用量 | ||||||
| 序号 | 加工内容 | 刀具名称 | 主轴转速 | 进给速度 | 吃刀量 | 备注 | |
| r/min | Mm/min | mm | |||||
| 1 | 内腔 | Ф 7 0 专用 | 526 | 50 | 5 | 不存在排 | |
| 镗刀 | 屑难 | ||||||
| 2 | 内腔 | Ф70.5专 | 1000 | 100 | 0.5 | 半精加工 | |
| 用镗刀 | |||||||
| 3 | 8-M12螺 | Ф 10.5钻 | 700 | 50 | 钻孔 | ||
| 纹孔 | 头 | ||||||
| 4 | Ф 6 . 5 定 | Ф5.3钻头 | 800 | 50 | 留余量精 | ||
| 位销孔 | 加工 | ||||||
| 5 | Ф 7 . 9 定 | Ф7钻头 | 800 | 50 | 留余量精 | ||
| 位销孔 | 加工 | ||||||
| 6 | 孔倒角 | Ф16倒角刀 | 500 | 50 | |||
| 加工中心 | |||||||
| 7 | 攻丝 | M12丝锥 | 100 | 150 | 专用攻丝 | ||
| 夹头 | |||||||
(3)壳体上下端面的加工。先粗车上下端面,粗加工内腔及上端面螺纹孔及销孔,再将壳体调头,以上端面两销孔为定位重新装夹,加工下端面的销孔及螺纹孔。
(4)消除内应力处理。壳体经过粗加工之后,必须通过回火应力消除处理,提高其加工性能。
2.精加工工艺分析
,精加工时,由于内腔是通孔,加工2-Ф70.79孔时,消除了侧面与底面交界处的R角现象,减少了加工底面的工序,降低了加工难度。
第二,壳体精加工的安装。壳体上下端面要先在磨床磨削,保证上下端面的平面度和平行度要求。为保证壳体内腔孔与定位销孔和轴孔的位置公差,必须在一次装夹中加工。为此,必须设计一套精密工装夹具,工件安装时,先校正夹具的平行度,然后把壳体放进夹具里面,用两定位销定位工件,然后用螺钉拉工件与夹具定位板贴紧进行加工。
第三,刀具选择与切削用量。壳体内腔与定位销孔的加工刀具如下。
| 表2 | 加工刀具及切削用量 | ||||||
| 序号 | 加工内容 | 刀具名称 | 主轴转速 | 进给速度 | 备注 | ||
| r/min | mm/min | ||||||
| 1 | Ф6.5定位销孔 | Ф6镗刀 | 500 | 30 | |||
| 2 | Ф7.9定位销孔 | Ф6镗刀 | 500 | 30 | |||
| 3 | Ф70.79内腔 | Ф70.5镗刀 | 450 | 40 | |||
第四,精加工时同样需先加工上端面,然后调头精加工下端面。
三、两件套和三件套壳体加工过程比较:
1.两件套壳体加工过程两件套壳体加工工序见表3。
| 表3 | 两件套壳体加工工序表 | |||||||
| 工序 | 工序内容 | 机床或刀具名称 | 主轴转速r/min | 备注 | ||||
| 1 | 粗车壳体上端面 | 车床 | 1000 | 专用 | ||||
| 夹具 | ||||||||
| 2 | 粗加工镗削2-Ф70内 | Ф70专用镗刀 | 526 | |||||
| 腔孔 | ||||||||
| 3 | 半精镗2-Ф70.79内腔 | Ф70.5专用镗刀 | 1000 | |||||
| 孔 | ||||||||
| 4 | 锪孔加工 | Ф38.1两刃端刀 | 500 | |||||
| (原装) | ||||||||
| 5 | 内腔底面 | Ф 3 2 加长端刀 | 500 | |||||||
| (原装) | ||||||||||
| 6 | 2-Ф15轴孔定位孔加工 | Ф10中心钻 | 1000 | |||||||
| 7 | 钻削2-Ф15轴孔 | Ф13钻头 | 500 | |||||||
| 8 | 扩孔加工Ф15轴孔 | Ф14.5镗刀 | 500 | |||||||
| 9 | 滚压2—Ф25.4深度 | 滚筒 | 500 | |||||||
| 0.05浅坑 | ||||||||||
| 10 | 钻8个M12螺纹孔 | Ф10.5钻头 | 700 | |||||||
| 11 | 螺纹底孔倒角 | Ф16倒角刀 | 500 | |||||||
| 12 | Ф7.9定位销孔粗加工 | Ф7钻头 | 800 | |||||||
| 13 | Ф6.5定位销孔粗加工 | Ф5.3钻头 | 800 | |||||||
| 14 | 回火消除应力处理 | 应力炉 | ||||||||
| 15 | 精磨壳体上端面 | 磨床 | 专用 | |||||||
| 夹具 | ||||||||||
| 16 | 扩孔Ф6.5定位销孔 | Ф6镗刀 | 500 | |||||||
| 17 | 扩孔Ф7.9定位销孔 | Ф6镗刀 | 500 | |||||||
| 18 | M12螺纹孔攻丝加工 | M12丝锥 | 100 | |||||||
| 19 | 内腔底部平面的精加工 | 滑动式镗刀 | 500 | |||||||
| 20 | 精加工2-Ф70.79内腔孔 | Ф70.5专用镗刀 | 1000 | |||||||
| 2.三件套壳体加工过程 | ||||||||||
| 三件套壳体加工工序见表4。 | ||||||||||
| 表4 | 三件套壳体加工工序表 | |||||||||
| 工序 | 工序内容 | 机床或刀具 | 主轴转速r/ | 备注 | ||||||
| 名称 | min | |||||||||
| 1 | 粗车壳体上下端面 | 车床 | 三爪卡盘装夹 | |||||||
| 2 | 粗加工镗削2-Ф70 | Ф70专用镗 | 526 | |||||||
| 内腔孔 | 刀 | |||||||||
| 3 | 半精镗2-Ф70.79 | Ф70.5专用 | 1000 | |||||||
| 内腔孔 | 镗刀 | |||||||||
| 4 | 8个M12螺纹孔 | Ф10.5钻头 | 700 | |||||||
| 带刀库的加工 | ||||||||||
| 5 | 螺纹底孔倒角 | Ф16倒角刀 | 50 | |||||||
| 中心操作 | ||||||||||
| 6 | Ф7.9定位销孔粗 | Ф7钻头 | 800 | |||||||
| 加工 | ||||||||||
| 7 | Ф6.5定位销孔粗 | Ф5.3钻头 | 800 | |||||||
| 加工 | ||||||||||
| 8 | M12螺纹孔攻丝加工 | M12丝锥 | 100 | |||||||
| 9 | 回火消除应力处理 | 应力炉 | ||||||||
| 10 | 精磨壳体上下端面 | 磨床 | ||||||||
| 下端面的定位销 | 以上端面两销孔定位工件, | |||||||||
| 11 | 壳体调头重新装夹,同工序 | |||||||||
| 孔、螺纹孔 | ||||||||||
| 5-9加工下端面 | ||||||||||
| 12 | 扩孔Ф6.3定位销孔 | Ф6镗刀 | 500 | 带刀库的加工 | ||||||
| 中心操作 | ||||||||||
| 13 | 扩孔Ф7.9定位销孔 | Ф6镗刀 | 500 | |||||||
| 14 | 精加工2-Ф70.79 | Ф70.5专用 | 450 | |||||||
| 内腔孔 | 镗刀 | |||||||||
通过对LCB-9456椭圆流量计壳体制造工艺的改造,经过实际加工和三坐标测量仪的检测,各加工部位的形位公差都符合设计标准;产品通过装配和检定,其计量指标都符合标准。该方法简化了壳体铸造工艺和加工工艺,降低了铸件缺陷和机械加工误差,提高了产品的合格率和生产效率,降低了加工成本。
